单级蜗杆减速器设计(箱体夹具设计)XXX【摘要】此次设计的是蜗杆减速器的夹具,其夹具体具有体积小复杂的特点,很多都采用了专用夹具,特别是一些孔的加工,选用一面两孔的定位,这样能为孔的加工提供稳定可靠的的基准,同时可以使加工余量均匀
这样可以缩短工时提高生产效率
【关键词】蜗杆减速器一面两孔夹具绪论夹具从产生到现在,大约可以分为三个阶段:第一个阶段主要表现在夹具与人的结合上,这是夹具主要是作为人的单纯的辅助工具,是加工过程加速和趋于完善;第二阶段,夹具成为人与机床之间的桥梁,夹具的机能发生变化,它主要用于工件的定位和夹紧
人们越来越认识到,夹具与操作人员改进工作及机床性能的提高有着密切的关系,所以对夹具引起了重视;第三阶段表现为夹具与机床的结合,夹具作为机床的一部分,成为机械加工中不可缺少的工艺装备
在夹具设计过程中,对于被加工零件的定位、夹紧等主要问题,设计人员一般都会考虑的比较周全,但是,夹具设计还经常会遇到一些小问题,这些小问题如果处理不好,也会给夹具的使用造成许多不便,甚至会影响到工件的加工精度
机械夹具是机械加工不可缺少的部件,在机械技术向高速、高效、精密、复合、智能、环保方向发展的带动下,夹具技术正朝着高精、高效、模块、组合、通用、经济的方向发展
第一章零件的分析1
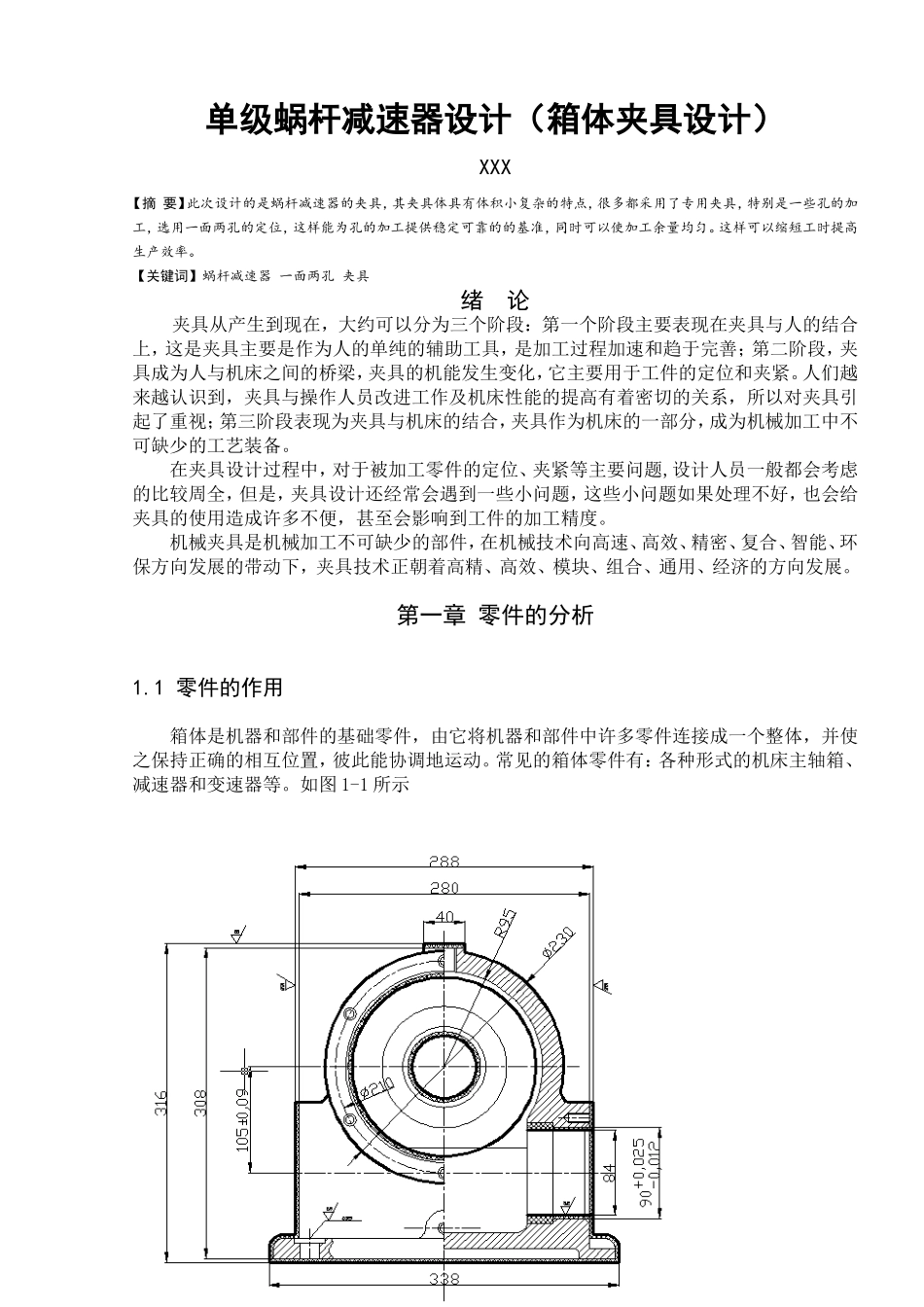
1零件的作用箱体是机器和部件的基础零件,由它将机器和部件中许多零件连接成一个整体,并使之保持正确的相互位置,彼此能协调地运动
常见的箱体零件有:各种形式的机床主轴箱、减速器和变速器等
如图1-1所示1图1-1箱体结构1
2零件的工艺分析分离的涡轮减速器箱体的主要加工部位有:轴承支承孔、结合面、端面、底座(装配基面)、上平面、螺栓孔、螺纹孔等
对这些加工部位的技术要求有:1、减速器箱体机盖的上平面与结合面及机体的底面与结合面必须平行,其误差不超过0
2、速器箱体结合面的表面粗糙度Ra值不超过两