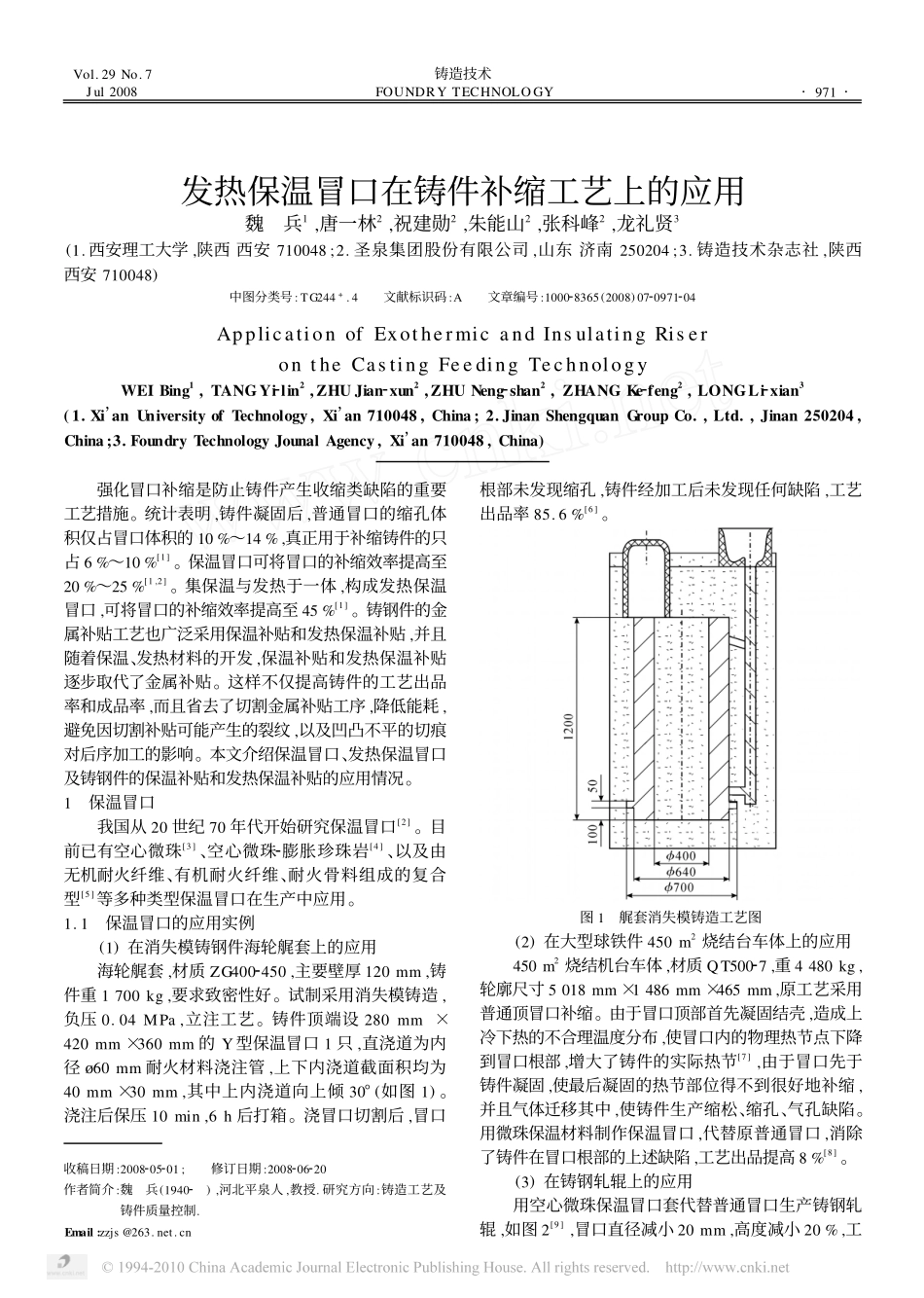
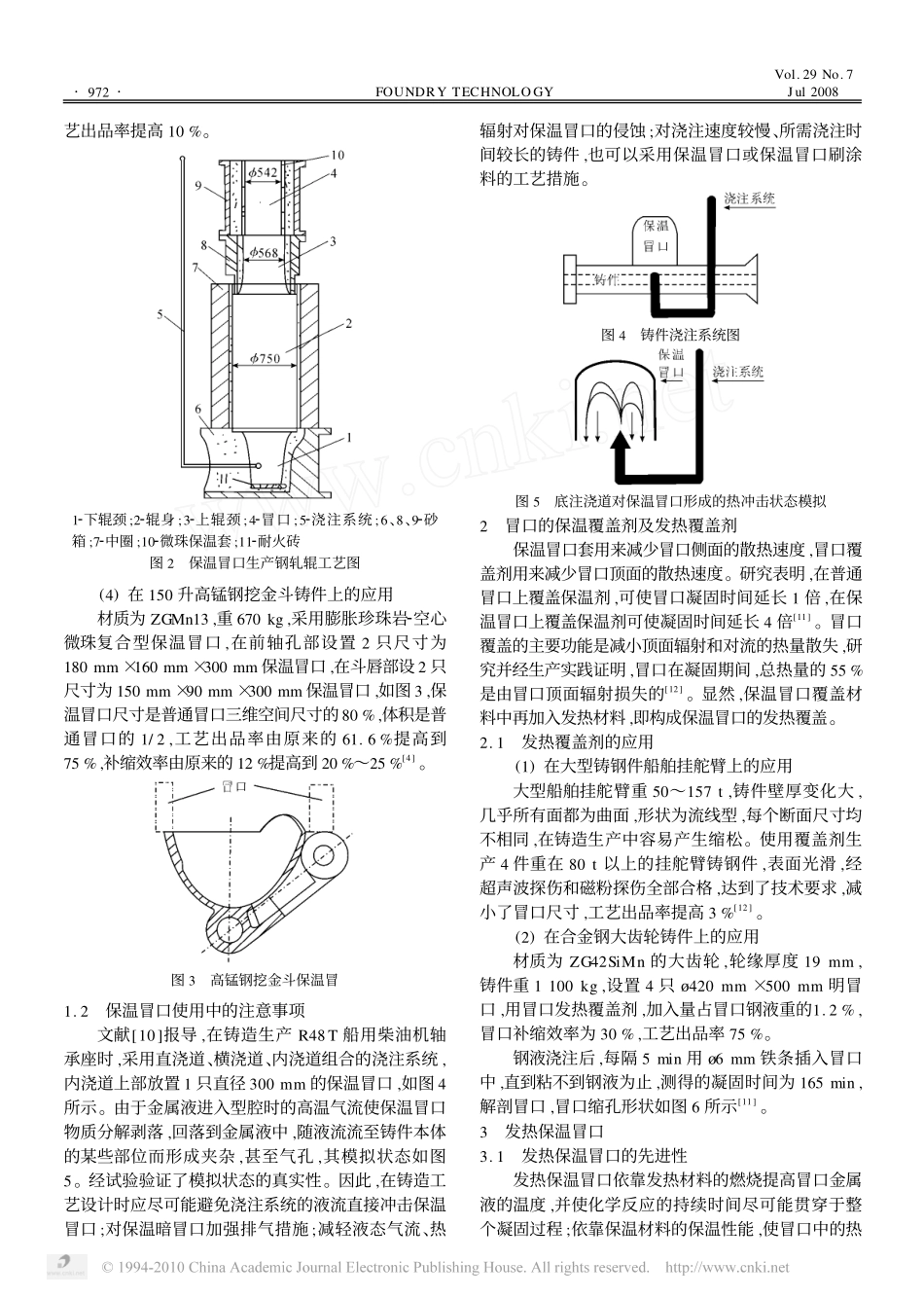
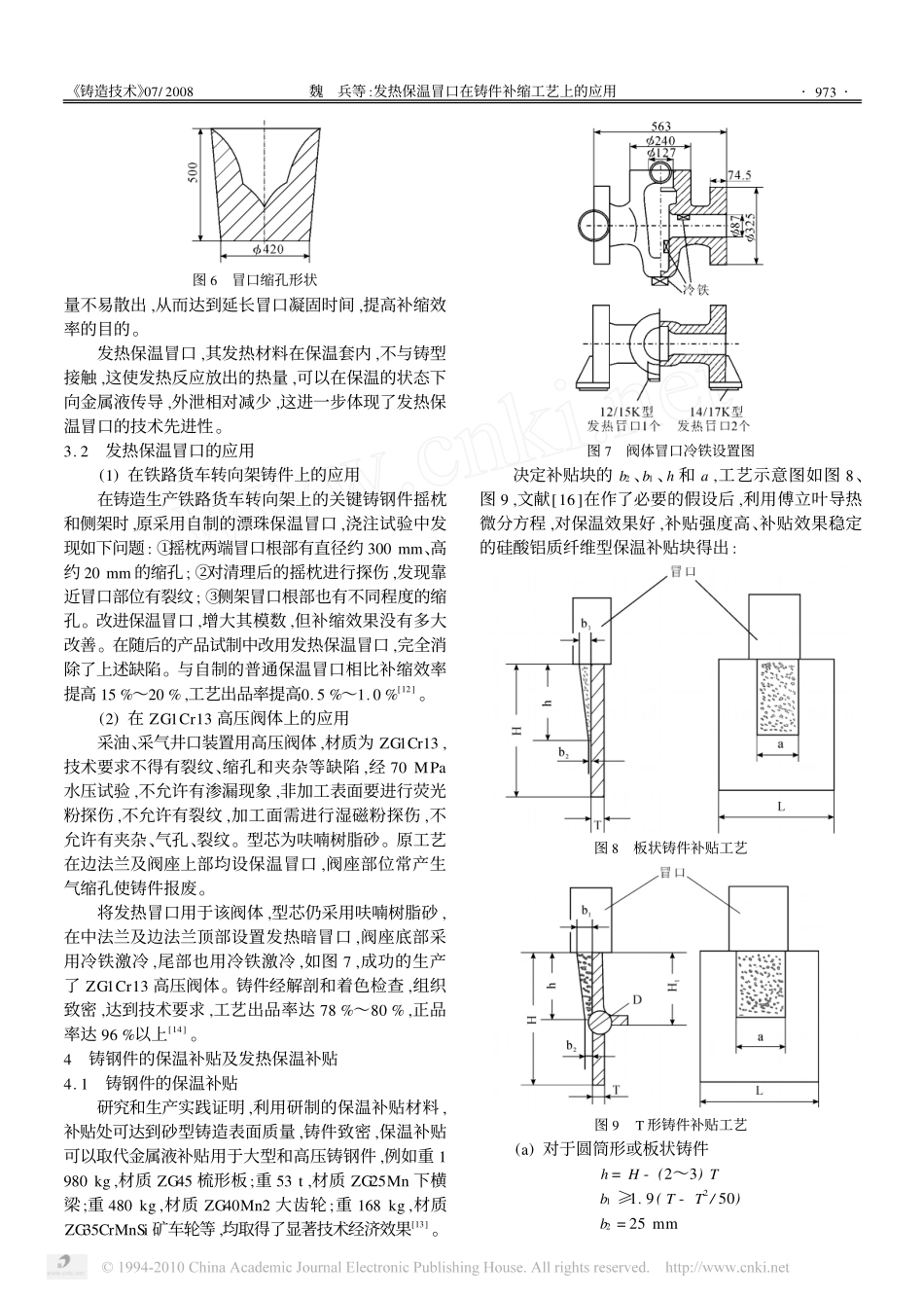
收稿日期:2008205201;修订日期:2008206220作者简介:魏兵(19402),河北平泉人,教授.研究方向:铸造工艺及铸件质量控制.Email:zzjs@263.net.cnVol.29No.7Jul2008铸造技术FOUNDRYTECHNOLOGY发热保温冒口在铸件补缩工艺上的应用魏兵1,唐一林2,祝建勋2,朱能山2,张科峰2,龙礼贤3(1.西安理工大学,陕西西安710048;2.圣泉集团股份有限公司,山东济南250204;3.铸造技术杂志社,陕西西安710048)中图分类号:TG244+.4文献标识码:A文章编号:100028365(2008)0720971204ApplicationofExothermicandInsulatingRiserontheCastingFeedingTechnologyWEIBing1,TANGYi2lin2,ZHUJian2xun2,ZHUNeng2shan2,ZHANGKe2feng2,LONGLi2xian3(1.Xi’anUniversityofTechnology,Xi’an710048,China;2.JinanShengquanGroupCo.,Ltd.,Jinan250204,China;3.FoundryTechnologyJounalAgency,Xi’an710048,China)强化冒口补缩是防止铸件产生收缩类缺陷的重要工艺措施。统计表明,铸件凝固后,普通冒口的缩孔体积仅占冒口体积的10%~14%,真正用于补缩铸件的只占6%~10%[1]。保温冒口可将冒口的补缩效率提高至20%~25%[1,2]。集保温与发热于一体,构成发热保温冒口,可将冒口的补缩效率提高至45%[1]。铸钢件的金属补贴工艺也广泛采用保温补贴和发热保温补贴,并且随着保温、发热材料的开发,保温补贴和发热保温补贴逐步取代了金属补贴。这样不仅提高铸件的工艺出品率和成品率,而且省去了切割金属补贴工序,降低能耗,避免因切割补贴可能产生的裂纹,以及凹凸不平的切痕对后序加工的影响。本文介绍保温冒口、发热保温冒口及铸钢件的保温补贴和发热保温补贴的应用情况。1保温冒口我国从20世纪70年代开始研究保温冒口[2]。目前已有空心微珠[3]、空心微珠2膨胀珍珠岩[4]、以及由无机耐火纤维、有机耐火纤维、耐火骨料组成的复合型[5]等多种类型保温冒口在生产中应用。1.1保温冒口的应用实例(1)在消失模铸钢件海轮艉套上的应用海轮艉套,材质ZG4002450,主要壁厚120mm,铸件重1700kg,要求致密性好。试制采用消失模铸造,负压0.04MPa,立注工艺。铸件顶端设280mm×420mm×360mm的Y型保温冒口1只,直浇道为内径�60mm耐火材料浇注管,上下内浇道截面积均为40mm×30mm,其中上内浇道向上倾30°(如图1)。浇注后保压10min,6h后打箱。浇冒口切割后,冒口根部未发现缩孔,铸件经加工后未发现任何缺陷,工艺出品率85.6%[6]。图1艉套消失模铸造工艺图(2)在大型球铁件450m2烧结台车体上的应用450m2烧结机台车体,材质QT50027,重4480kg,轮廓尺寸5018mm×1486mm×465mm,原工艺采用普通顶冒口补缩。由于冒口顶部首先凝固结壳,造成上冷下热的不合理温度分布,使冒口内的物理热节点下降到冒口根部,增大了铸件的实际热节[7],由于冒口先于铸件凝固,使最后凝固的热节部位得不到很好地补缩,并且气体迁移其中,使铸件生产缩松、缩孔、气孔缺陷。用微珠保温材料制作保温冒口,代替原普通冒口,消除了铸件在冒口根部的上述缺陷,工艺出品提高8%[8]。(3)在铸钢轧辊上的应用用空心微珠保温冒口套代替普通冒口生产铸钢轧辊,如图2[9],冒口直径减小20mm,高度减小20%,工·179·FOUNDRYTECHNOLOGYVol.29No.7Jul2008艺出品率提高10%。12下辊颈;22辊身;32上辊颈;42冒口;52浇注系统;6、8、92砂箱;72中圈;102微珠保温套;112耐火砖图2保温冒口生产钢轧辊工艺图(4)在150升高锰钢挖金斗铸件上的应用材质为ZGMn13,重670kg,采用膨胀珍珠岩2空心微珠复合型保温冒口,在前轴孔部设置2只尺寸为180mm×160mm×300mm保温冒口,在斗唇部设2只尺寸为150mm×90mm×300mm保温冒口,如图3,保温冒口尺寸是普通冒口三维空间尺寸的80%,体积是普通冒口的1/2,工艺出品率由原来的61.6%提高到75%,补缩效率由原来的12%提高到20%~25%[4]。图3高锰钢挖金斗保温冒1.2保温冒口使用中的注意事项文献[10]报导,在铸造生产R48T船用柴油机轴承座时,采用直浇道、横浇道、内浇道组合的浇注系统,内浇道上部放置1只直径300mm的保温冒口,如图4所示。由于金属液进入型腔时的高温气流使保温冒口物质分解剥落,回落到金属液中,随液流流至铸件本体的某些部位而形成夹杂,甚至气孔,其模拟状态如图5。经试验验证了模拟状态的真实性。因此,在铸造工艺设...