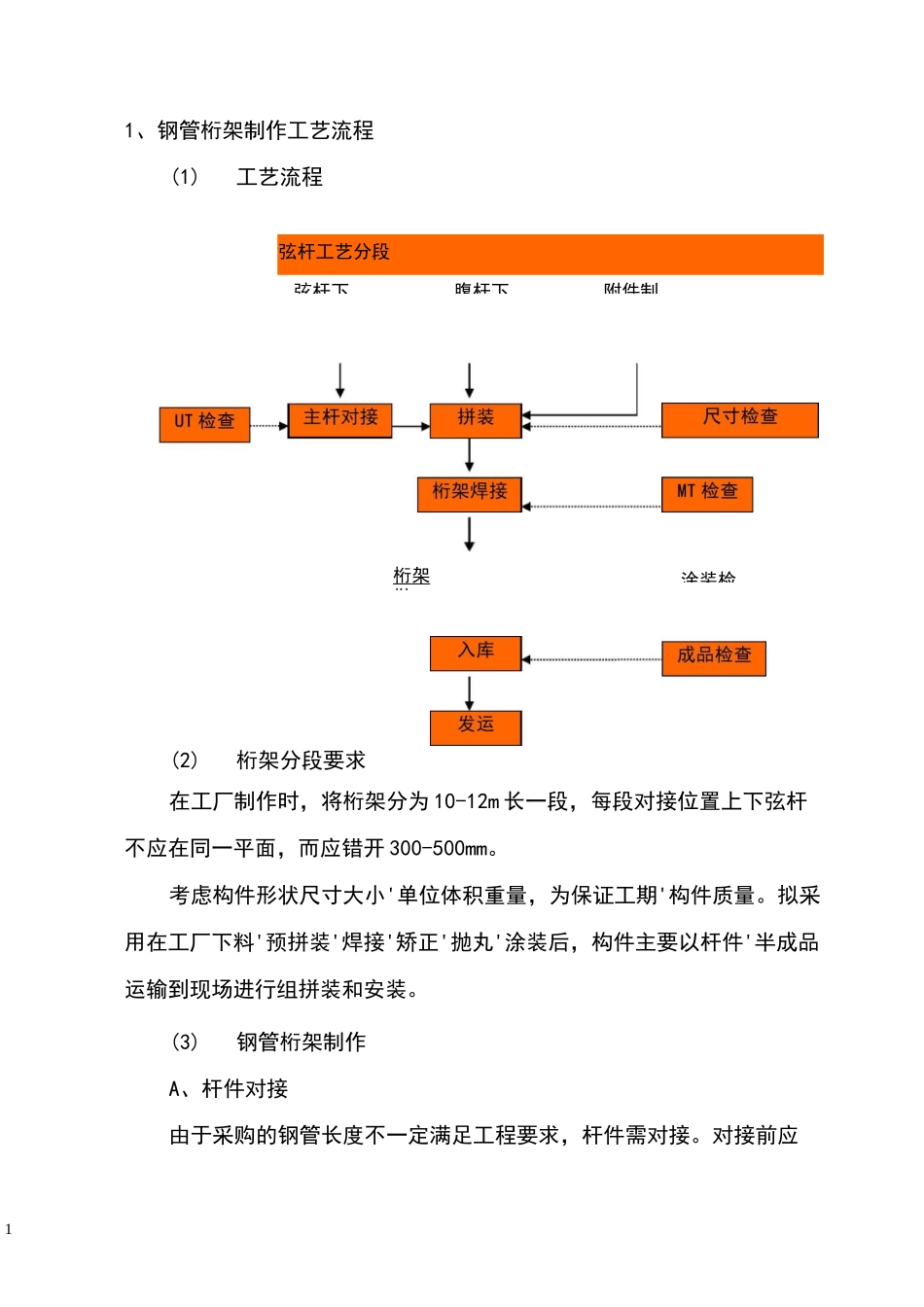
11、钢管桁架制作工艺流程(1)工艺流程弦杆工艺分段(2)桁架分段要求在工厂制作时,将桁架分为10-12m长一段,每段对接位置上下弦杆不应在同一平面,而应错开300-500mm
考虑构件形状尺寸大小'单位体积重量,为保证工期'构件质量
拟采用在工厂下料'预拼装'焊接'矫正'抛丸'涂装后,构件主要以杆件'半成品运输到现场进行组拼装和安装
(3)钢管桁架制作A、杆件对接由于采购的钢管长度不一定满足工程要求,杆件需对接
对接前应弦杆下腹杆下附件制涂装检桁架抛2对钢管在管子车床上进行剖口加工,然后专用胎架上对杆件进行对接焊接,上、下弦管、管接头焊接完毕后,应待冷却至常温后进行UT检验,经检验合格后的接头质量必须符合GB11345-89的丨级焊缝标准
经确认达到设计标准的接头方可允许拆去防护措施
钢管对接焊缝主要为桁架上下弦杆、大直径管材,现场焊接方式主要为手工电弧焊
对接焊接是本次安装焊接的重中之重,必须从组对、校正、复验、预留焊接收缩量、焊接定位、焊前防护、清理、焊接、焊后热调、质量检验等工序严格控制,才能确保接头焊后质量全面达到标准
组对:组对前将坡口内壁10-15mm仔细去除锈蚀
坡口外壁自坡口边10-15mm范围内也必须仔细驱除锈蚀与污物;组对时,不得在接近坡口处管壁上引弧点焊夹具或硬性敲打,以防圆率受到破坏;同径管错口现象必须控制在规范允许范围之内
注意必须从组装质量始按丨级标准控制
校正复验、预留焊接收缩量:加工制作可能产生的误差以及运输中产生的变形,到现场组对时将集中反映在接头处
因此,组对后校正是必须的,焊前应经专用器具对同心度、圆率、纵向、曲率过渡线等认真核对,确认无误差后采用千斤顶之类起重机具布置在接头左右不小于距离处,预3先将构件顶升到管口上部间隙大于下部间隙
应当注意的是正在焊接