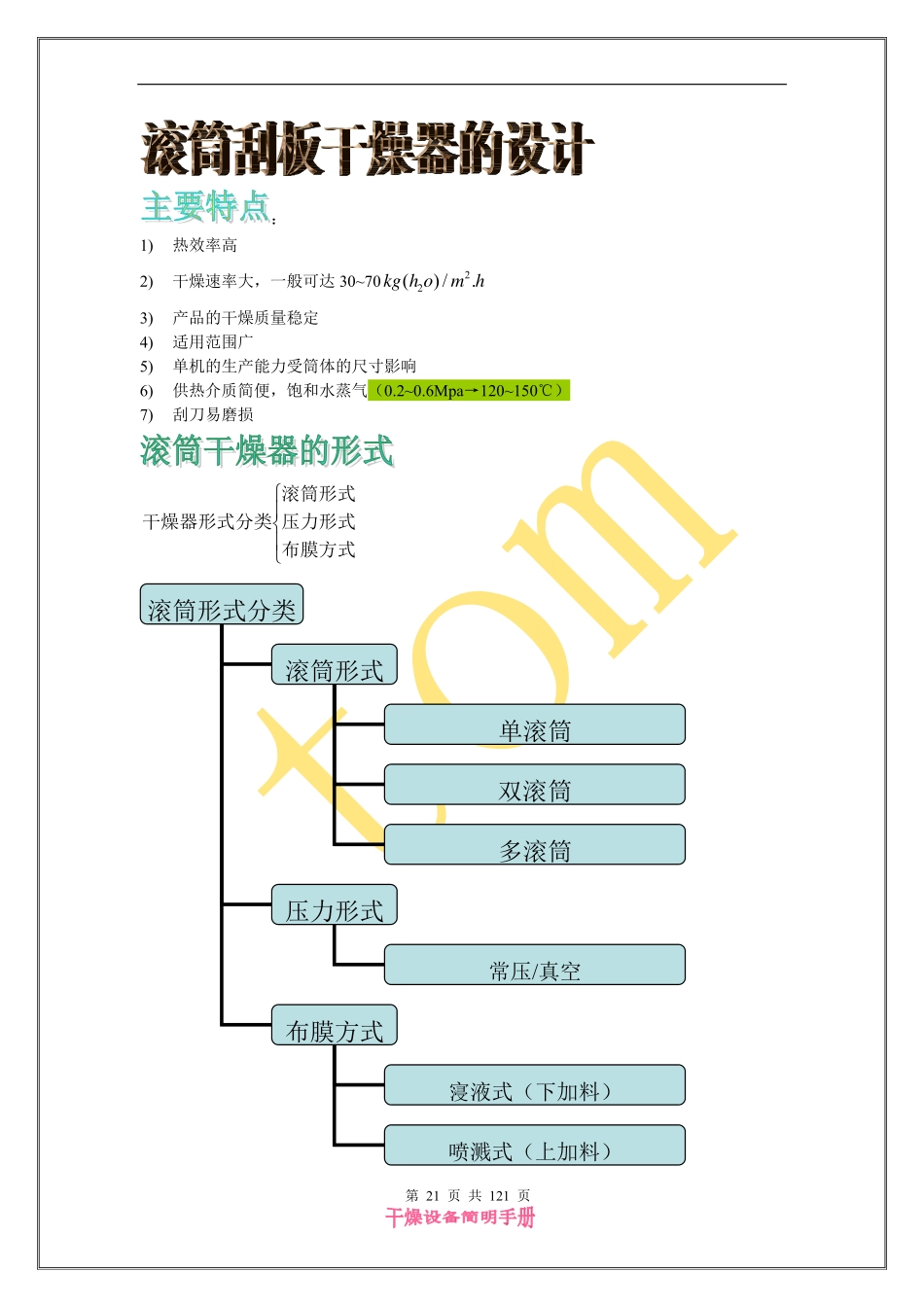
第21页共121页:1)热效率高2)干燥速率大,一般可达30~7022()/
kghomh3)产品的干燥质量稳定4)适用范围广5)单机的生产能力受筒体的尺寸影响6)供热介质简便,饱和水蒸气(0
6Mpa→120~150℃)7)刮刀易磨损布膜方式压力形式滚筒形式干燥器形式分类滚筒形式分类滚筒形式压力形式布膜方式单滚筒双滚筒多滚筒常压/真空寖液式(下加料)喷溅式(上加料)第22页共121页1
:用于溶液或稀浆料状悬浮液的物料,布膜方式为寖液或喷溅式,料膜厚度为0
5mm,桶内压力为0
6Mpa,筒体直径在0
6m,长径比0
8~2,筒体长度可达3
5m,转速2~10r/min,传动功率2
8~14KW2
:直径较小,一般为0
5~1m;长径比L/D一般在1
5~2,传动功率接近于单滚筒的2倍一
料膜的形成和干燥时间液相物料在筒壁上成膜的厚度和干燥特性,对于干燥产品的产率和质量有直接的影响
成膜的厚度与物料的性质(形态,表面张力,粘附力,粘度等)、滚筒的线速度、筒壁温度、筒壁材料、以及布膜的方式等因素有关
料液的表面张力是同类液体分子之间的引力,粘附力则是料液与金属筒壁之间不同分子的引力,只有粘附力大于表面张力,才能成膜
料液的湿含量大小,对于成膜的均匀性和干燥速率的影响较大
湿含量大,流动性好,成膜均匀
浆状形态的染料,湿含量在75~78%时,易于流动;在68~70%时已不易流动;在30~35%时已可塑成块料,当湿含量降至15~20时,在外观上已近于干燥
在实际生产中,对于悬浮液物料的进料,固体含量应控制在40%以下,否则在筒壁上出现不均匀膜,影响成品质量
此外,,由于筒壁材料的表面吸附力不同,对附料也稍有影响,低温比高温易附料,转速快线速度高也易附料
滚筒干燥过程中的传热与传质料膜干燥的全过程可分成预热,等速和降速3个阶段,筒壁侵