项目十四:数控铣床操作工(中级)考核练习题二一、知识能力准备:理论知识:(1)刀具半径补偿功能的应用(2)旋转坐标系功能的应用(3)固定循环功能的应用(4)极坐标功能的应用二、教学实施:1
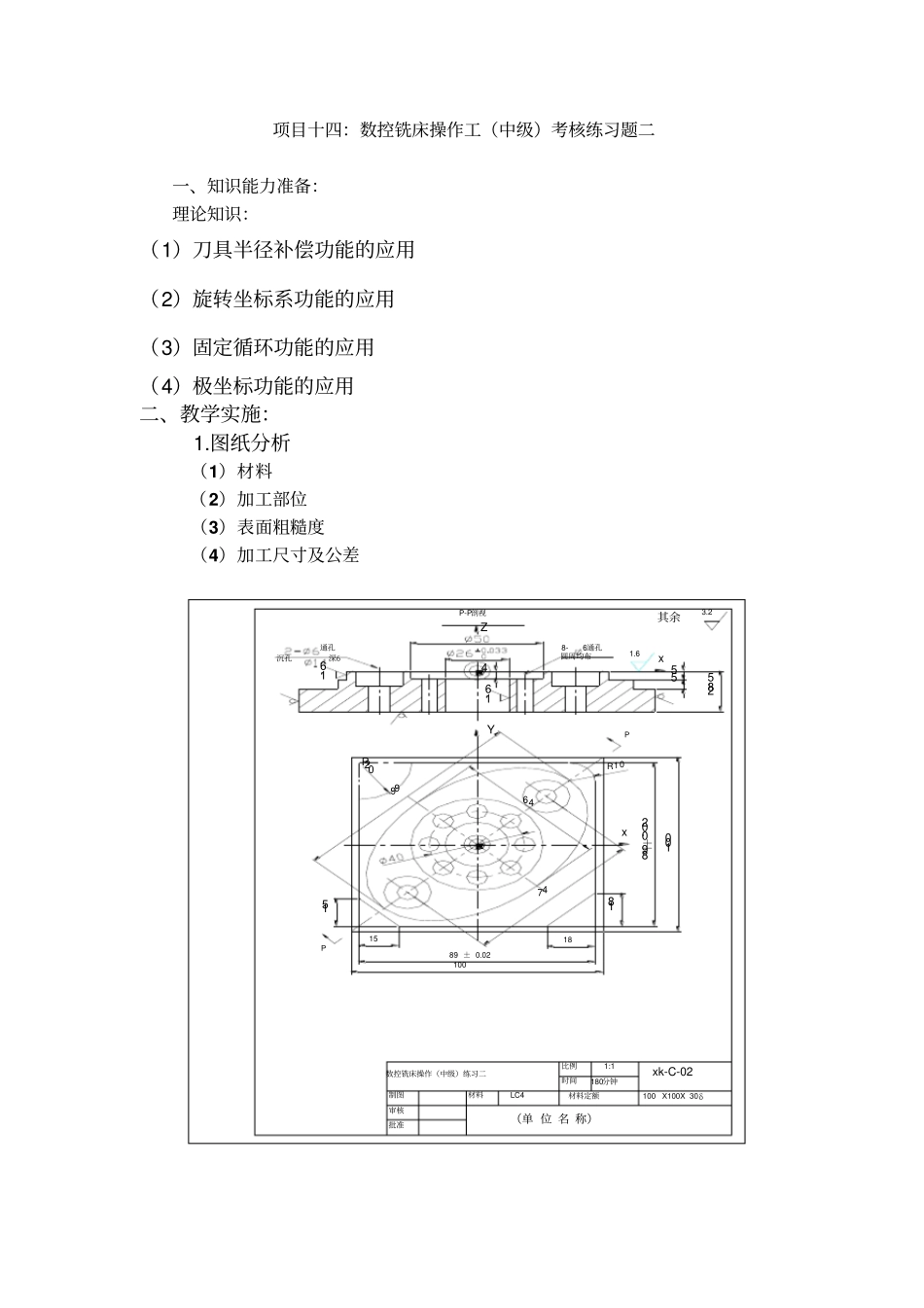
图纸分析(1)材料(2)加工部位(3)表面粗糙度(4)加工尺寸及公差其余89±0
0289±0
021818R20R107415155528
5通孔沉孔深64P-P剖视PP8-6通孔圆周均布10010099641
6数控铣床操作(中级)练习二LC4(单位名称)批准审核制图材料100X100X30xk-C-02δ180分钟材料定额时间1:1比例YxZx2
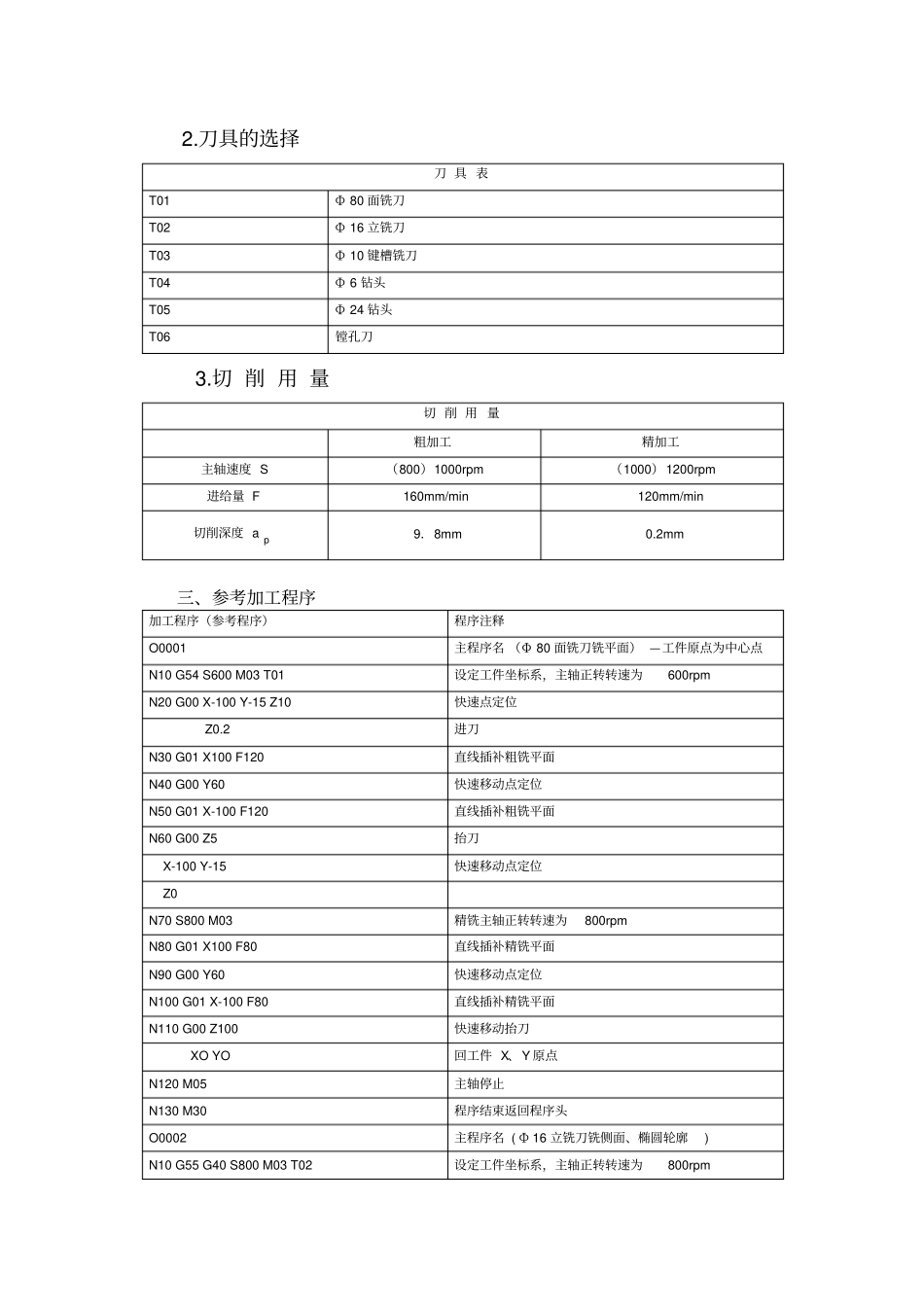
刀具的选择刀具表T01Ф80面铣刀T02Ф16立铣刀T03Ф10键槽铣刀T04Ф6钻头T05Ф24钻头T06镗孔刀3
切削用量切削用量粗加工精加工主轴速度S(800)1000rpm(1000)1200rpm进给量F160mm/min120mm/min切削深度ap9.8mm0
2mm三、参考加工程序加工程序(参考程序)程序注释O0001主程序名(Φ80面铣刀铣平面)—工件原点为中心点N10G54S600M03T01设定工件坐标系,主轴正转转速为600rpmN20G00X-100Y-15Z10快速点定位Z0
2进刀N30G01X100F120直线插补粗铣平面N40G00Y60快速移动点定位N50G01X-100F120直线插补粗铣平面N60G00Z5抬刀X-100Y-15快速移动点定位Z0N70S800M03精铣主轴正转转速为800rpmN80G01X100F80直线插补精铣平面N90G00Y60快速移动点定位N100G01X-100F80直线插补精铣平面N110G00Z100快速移动抬刀XOYO回工件X、Y原点N120M05主轴停止N130M30程序结束返回程序头O0002主程序名(Ф16立铣刀铣侧面、椭圆轮廓)N10G5