数控加工工序-卡片产品型号零件图号第页J—*—1/'*H—1—•-—1―•-/J产品名称回油阀零件名称回油阀共页车间工序号工序名称材料牌号铣下端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件设备名称设备编号夹具名称夹具编号切削液数控立式升降台铣床专用夹具夹具编号夹具名称切削液工位器具编号工位器具名称工序工时()准终单件工步号工步内容刀具、量具及辅助工具主轴转速(r/min)切削速度(mm/r或mm/min)进给量(mm/r或mm/min)切削深度(mm)进给次数工步工时(min)机动辅助01粗铣0补063下端面齿数02伞110J0"063GB1115-8581186021
5103匚+0
21025oO25GB/T1438
1-2008250201
5104038+0
25O38GB/T1438
1-2008160201
5105039
6GB/T4256-2004125201
875106040加046040GB/T1135-2004125201
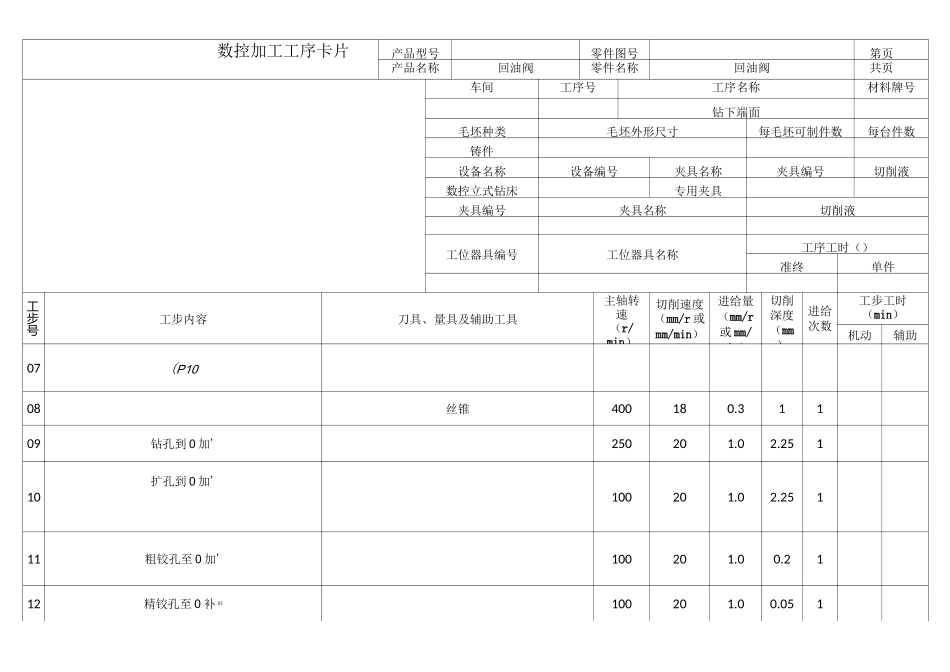
1251数控加工工序卡片产品型号零件图号第页产品名称回油阀零件名称回油阀共页车间工序号工序名称材料牌号钻下端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件设备名称设备编号夹具名称夹具编号切削液数控立式钻床专用夹具夹具编号夹具名称切削液工位器具编号工位器具名称工序工时()准终单件工步号工步内容刀具、量具及辅助工具主轴转速(r/min)切削速度(mm/r或mm/min)进给量(mm/r或mm/min)切削深度(mm)进给次数工步工时(min)机动辅助07(P1008丝锥400180
31109钻孔到0加'250201
25110扩孔到0加'100201
25111粗铰孔至0加'100201
2112精铰孔至0补03100201