工艺评定试样加工(按ASMEIX卷)一、取样位置:力学性能和弯曲性能试验的取样要求:a)试件允许避开缺陷制取试样
b)试样去除焊缝余高前允许对试样进行冷校平
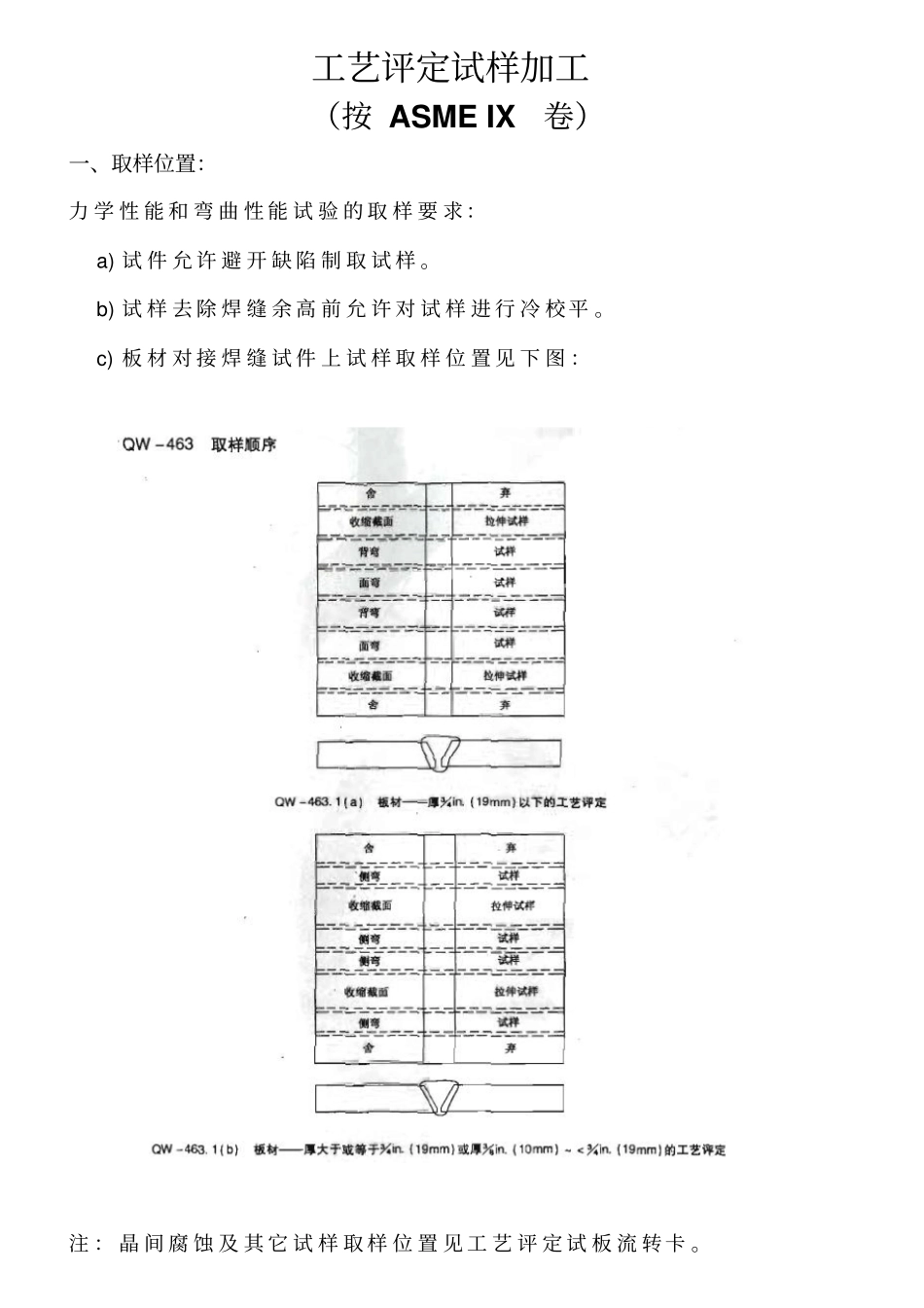
c)板材对接焊缝试件上试样取样位置见下图:注:晶间腐蚀及其它试样取样位置见工艺评定试板流转卡
二、板对接拉伸试样取样和加工要求:a)试样的焊缝余高应以机械方法去除,使之与母材齐平
试样厚度应等于或接近试件母材厚度T
b)厚度小于或等于25mm的试件,采用全厚度试样进行试验
c)当试验机受能力限制不能进行全厚度的拉伸试验时,则可将试件在厚度方向上均匀分层取样,等分后制取试样厚度应接近试验机所能试验的最大厚度
等分后的两片或多片试样试验代替一个全厚度试样的试验(当工艺评定试板流转卡拉伸试样数量要求大于2时则需分层取样)
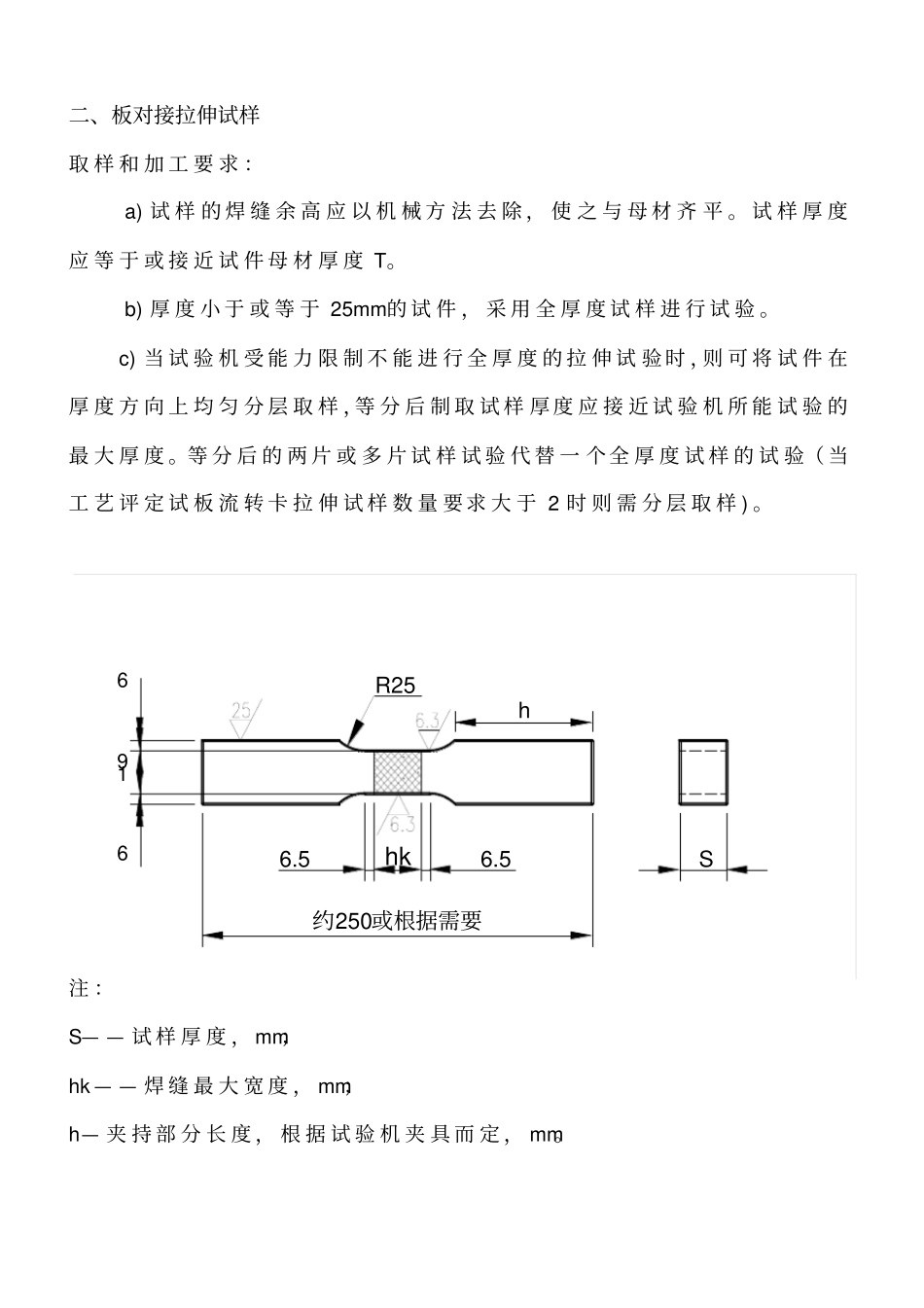
注:S——试样厚度,mm;hk——焊缝最大宽度,mm;h—夹持部分长度,根据试验机夹具而定,mm
hkR256619约250或根据需要6
5hS三、板对接弯曲试样试样加工要求:试样的焊缝余高应采用机械方法去除,面弯、背弯试样的拉伸表面应齐平,去除余高前允许采用冷校平
试样形式:a)面弯和背弯试样1
材料为P-No
23,F-No
23或P-No
35时试件厚度T≤3mm时,试样厚度T与y相等;T>3mm时,y=3mm,从试样受压面加工去除多余厚度;2
其它所有材料厚度T≤10mm时,试样厚度T与y相等;T>10mm时,y=10mm,从试样受压面加工去除多余厚度;面弯试样背弯试样注:1试样长度L≈160mm;2板材试样宽度B=38mm;3试样拉伸面棱角R≤3mm
)L38yTL38yTb)横向侧弯试样
当试件厚度T为10~38mm时,试样宽度等于试件厚度
当试件厚度T大于38mm时,允许沿试件厚度方向分层切成宽度为19—38mm等宽的两片或多片试样的试验代替一个全厚度侧弯试样的试验(详见工艺流转卡)