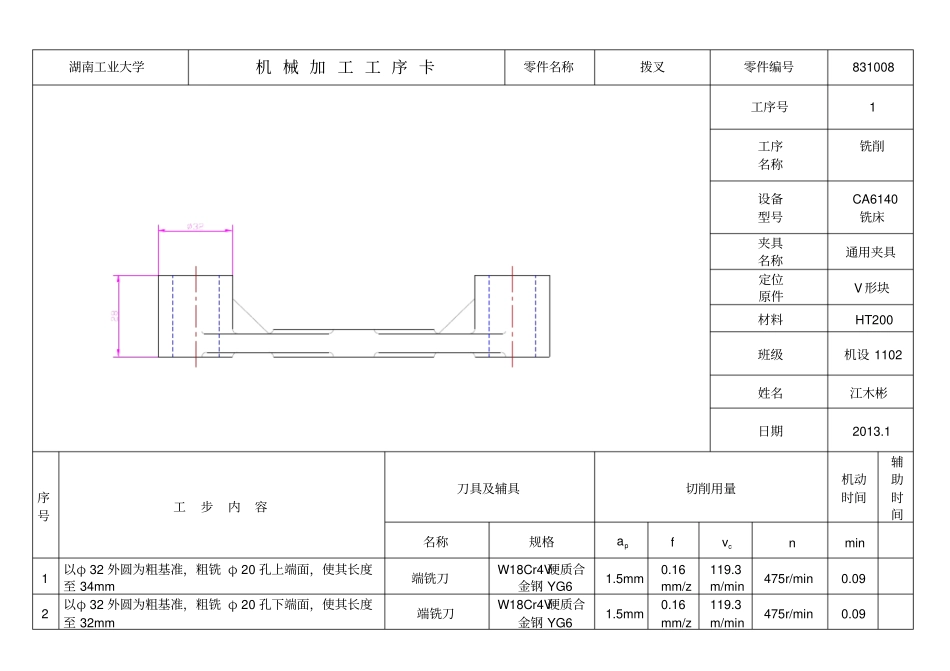
湖南工业大学机械加工工序卡零件名称拨叉零件编号831008工序号1工序名称铣削设备型号CA6140铣床夹具名称通用夹具定位原件V形块材料HT200班级机设1102姓名江木彬日期2013
1序号工步内容刀具及辅具切削用量机动时间辅助时间名称规格pafcvnmin1以φ32外圆为粗基准,粗铣φ20孔上端面,使其长度至34mm端铣刀W18Cr4V硬质合金钢YG61
16mm/z119
3m/min475r/min0
092以φ32外圆为粗基准,粗铣φ20孔下端面,使其长度至32mm端铣刀W18Cr4V硬质合金钢YG61
16mm/z119
3m/min475r/min0
09湖南工业大学机械加工工序卡零件名称拨叉零件编号831008工序号2工序名称铣削设备型号CA6140铣床夹具名称通用夹具定位元件V形块材料HT200班级机设1102姓名江木彬日期2013
1序号工步内容刀具及辅具切削用量机动时间辅助时间名称规格pafcvnmin2精铣φ20上表面,使其长度至31mm端铣刀W18Cr4V硬质合金钢YG61
16mm/z119
3m/min475r/min0
093精铣φ20下表面,使其长度至30mm端铣刀W18Cr4V硬质合金钢YG61
16mm/z119
3m/min475r/min0
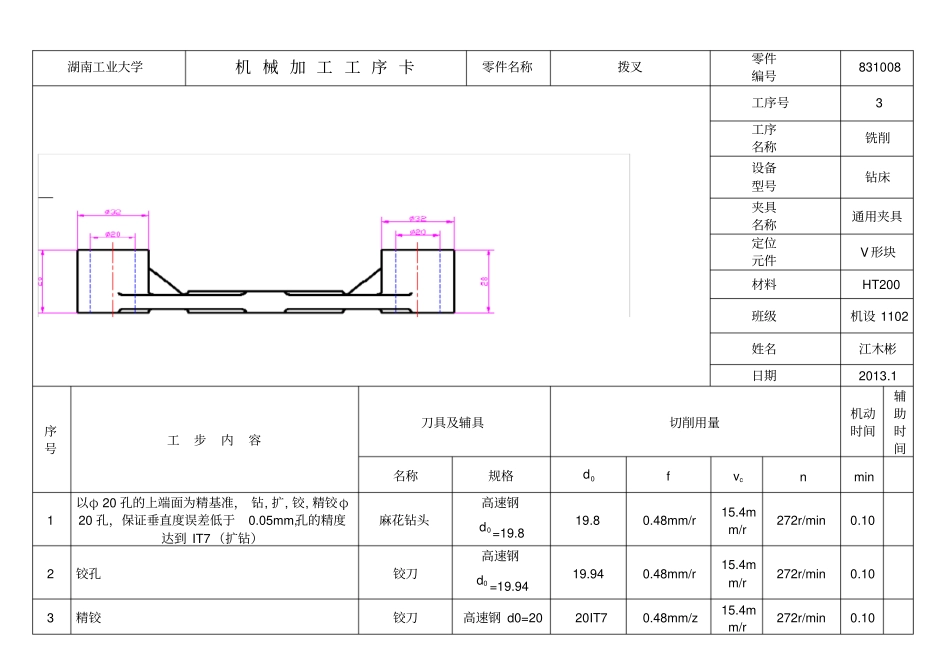
09湖南工业大学机械加工工序卡零件名称拨叉零件编号831008工序号3工序名称铣削设备型号钻床夹具名称通用夹具定位元件V形块材料HT200班级机设1102姓名江木彬日期2013
1序号工步内容刀具及辅具切削用量机动时间辅助时间名称规格0dfcvnmin1以φ20孔的上端面为精基准,钻,扩,铰,精铰φ20孔,保证垂直度误差低于0
05mm,孔的精度达到IT7(扩钻)麻花钻头高速钢0d=19
48mm/r15
4mm/r272r/min0