深螺纹数控铣削的宏程序编程加工来源:中国机床商务网摘要:本文介绍了螺纹铣削加工的特点及方法,并通过举例分析说明深螺纹数控铣削的加工工艺及利用宏程序编程加工的方法
1引言传统的螺纹加工方法主要为采用螺纹车刀车削螺纹,采用丝锥、板牙手工攻丝以及套扣
随着数控加工技术的发展,特别是三轴联动数控加工系统的出现,利用数控铣床进行螺纹的铣削得以实现
螺纹铣削是通过数控机床的三轴联动,利用螺纹铣刀进行螺旋插补铣削而形成螺纹,刀具在水平面上每作一周圆周运动,在垂直面内则直线移动一个螺距[1]
螺纹铣削加工可以实现在不换刀的情况下,一次性完成螺纹的加工,包括底孔的钻削,螺纹的加工等;同一把螺纹铣刀能加工出螺距相同、直径不同的螺纹
因此,与传统的螺纹加工方法相比,螺纹铣削加工具有较大的优势:加工效率高,加工质量好,刀具通用性好,加工安全性好
对于一些特殊结构的螺纹,如不允许有过渡扣或退刀槽结构的螺纹,采用传统的车削方法或丝锥、板牙很难加工,但采用数控铣削却十分容易实现
本文介绍螺纹铣削的加工工艺过程、螺纹铣刀类型,最后介绍一个螺纹铣削的编程实例
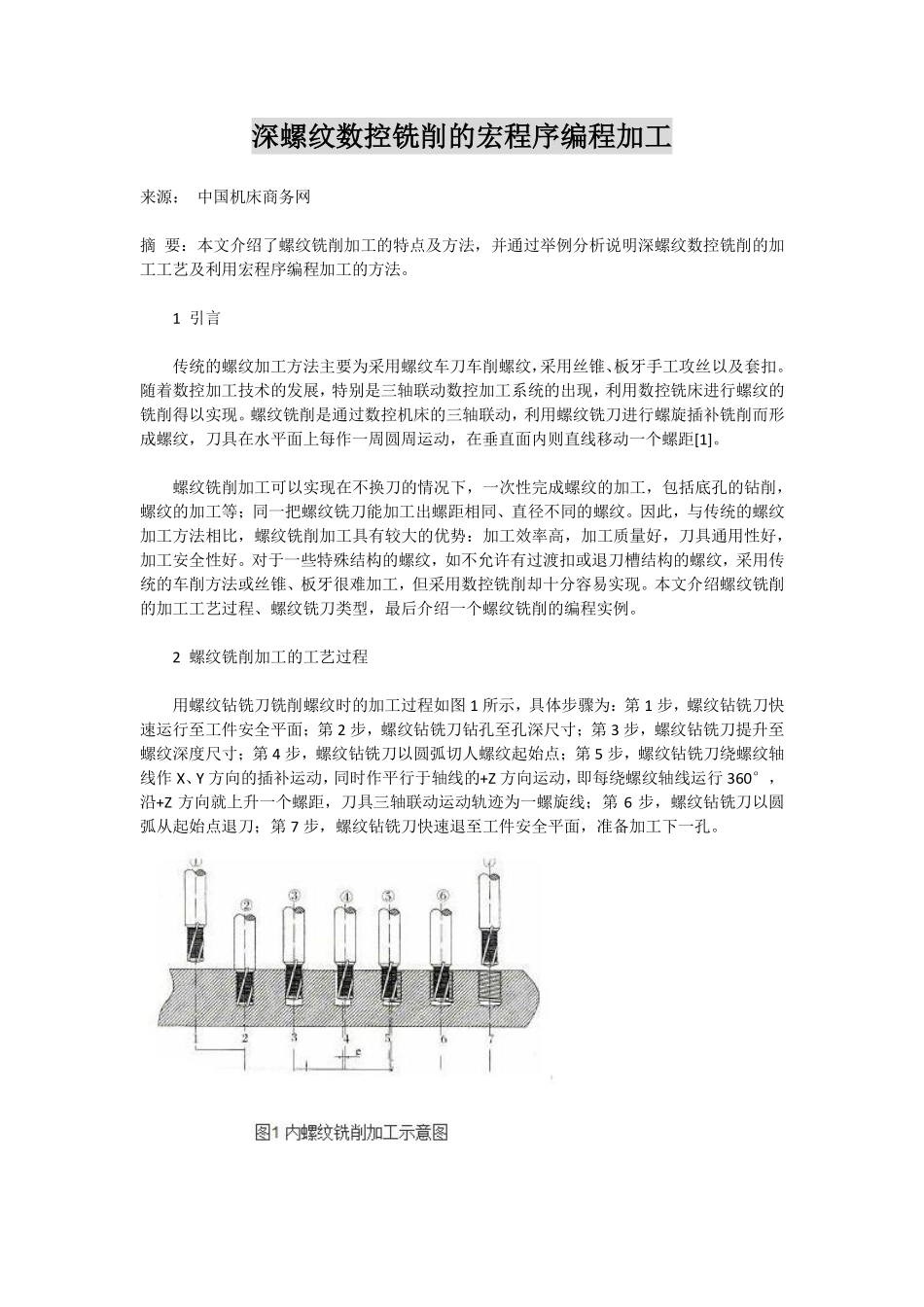
2螺纹铣削加工的工艺过程用螺纹钻铣刀铣削螺纹时的加工过程如图1所示,具体步骤为:第1步,螺纹钻铣刀快速运行至工件安全平面;第2步,螺纹钻铣刀钻孔至孔深尺寸;第3步,螺纹钻铣刀提升至螺纹深度尺寸;第4步,螺纹钻铣刀以圆弧切人螺纹起始点;第5步,螺纹钻铣刀绕螺纹轴线作X、Y方向的插补运动,同时作平行于轴线的+Z方向运动,即每绕螺纹轴线运行360°,沿+Z方向就上升一个螺距,刀具三轴联动运动轨迹为一螺旋线;第6步,螺纹钻铣刀以圆弧从起始点退刀;第7步,螺纹钻铣刀快速退至工件安全平面,准备加工下一孔
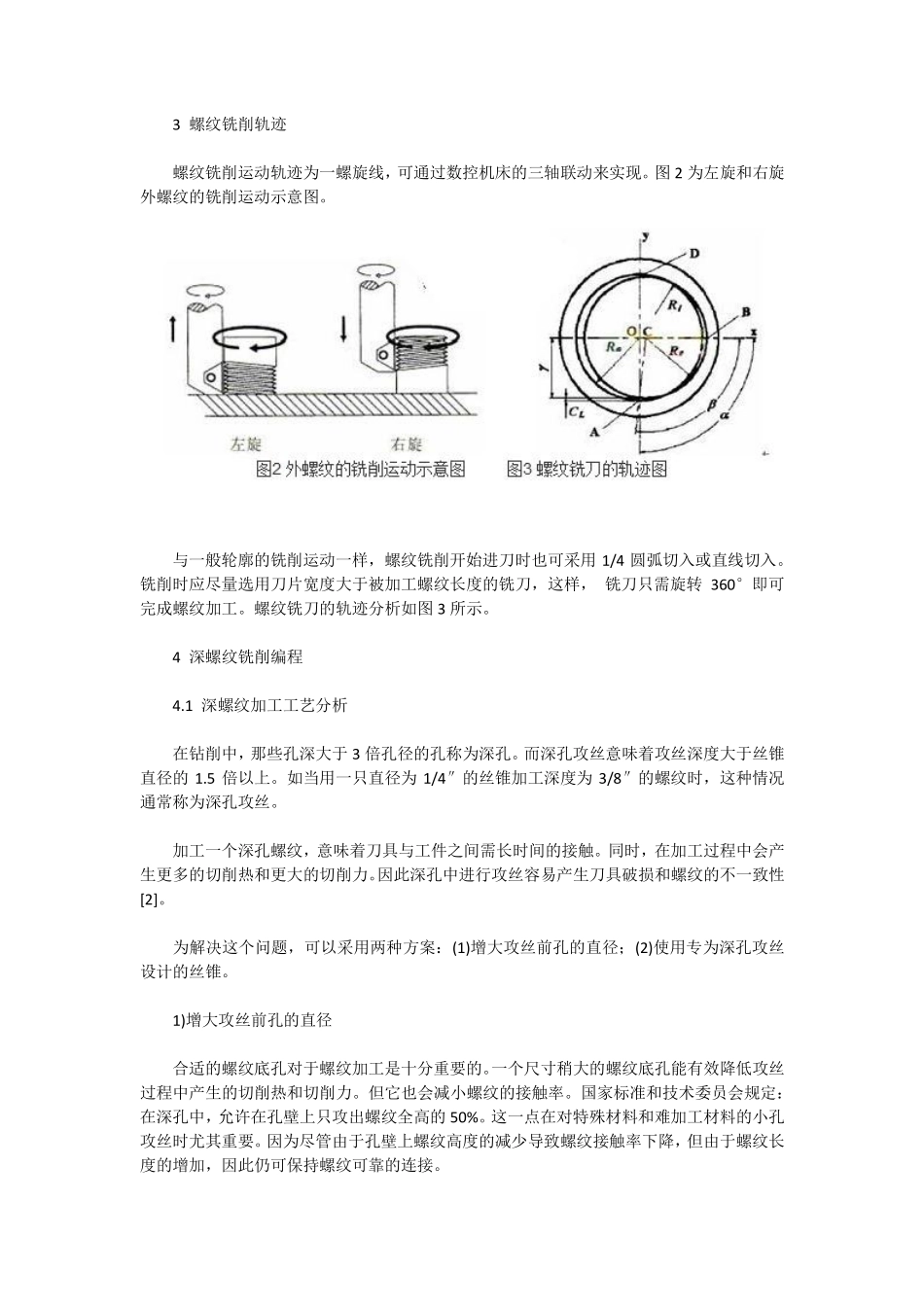
3螺纹铣削轨迹螺纹铣削运动轨迹为一螺旋线,可通过数控机床的三轴联动来实现
图2为左旋和右旋外螺纹的铣削运动示意图
与一般轮廓的铣削运动一样,螺纹铣削开始进刀时也可