[文章编号]1004-0609(2001)S2-0047-07热型连铸锌铝合金的缺陷形成与机理①马颖1,郝远1,阎峰云1,刘洪军2(1
甘肃工业大学材料科学与工程学院,兰州730050;2
华中科技大学材料科学与工程学院,武汉430074)[摘要]对5种典型锌铝合金在热型连铸工艺条件下的连续定向凝固进行了研究,探讨该工艺下锌铝合金线材表面缺陷的产生机理,并对部分缺陷的组织结构进行了显微分析
结果表明:只有金属液压头、型口温度、拉铸速度和冷却条件诸工艺参数在一定范围内的协调配合,才能拉铸出表面光滑的锌铝合金线材
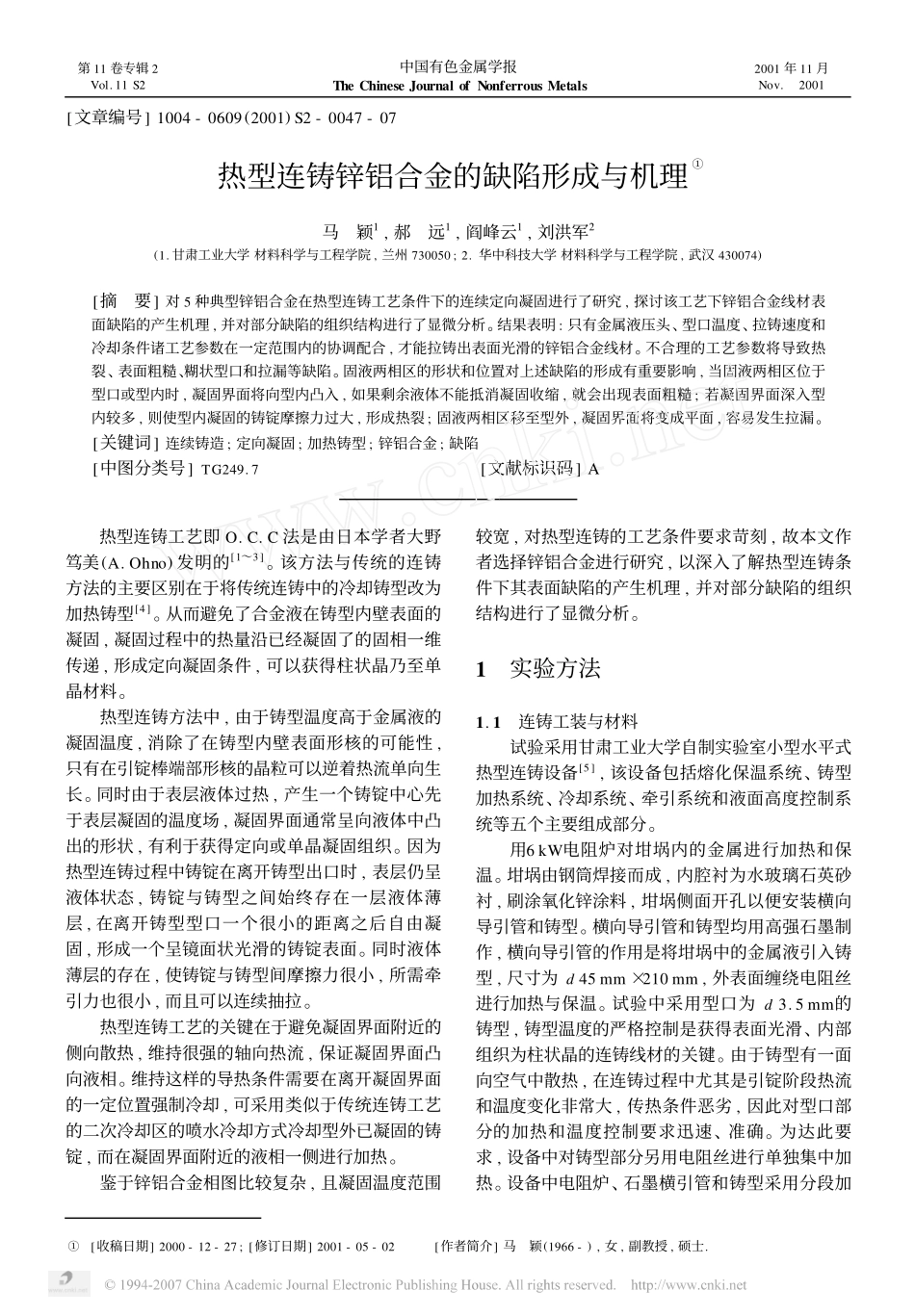
不合理的工艺参数将导致热裂、表面粗糙、糊状型口和拉漏等缺陷
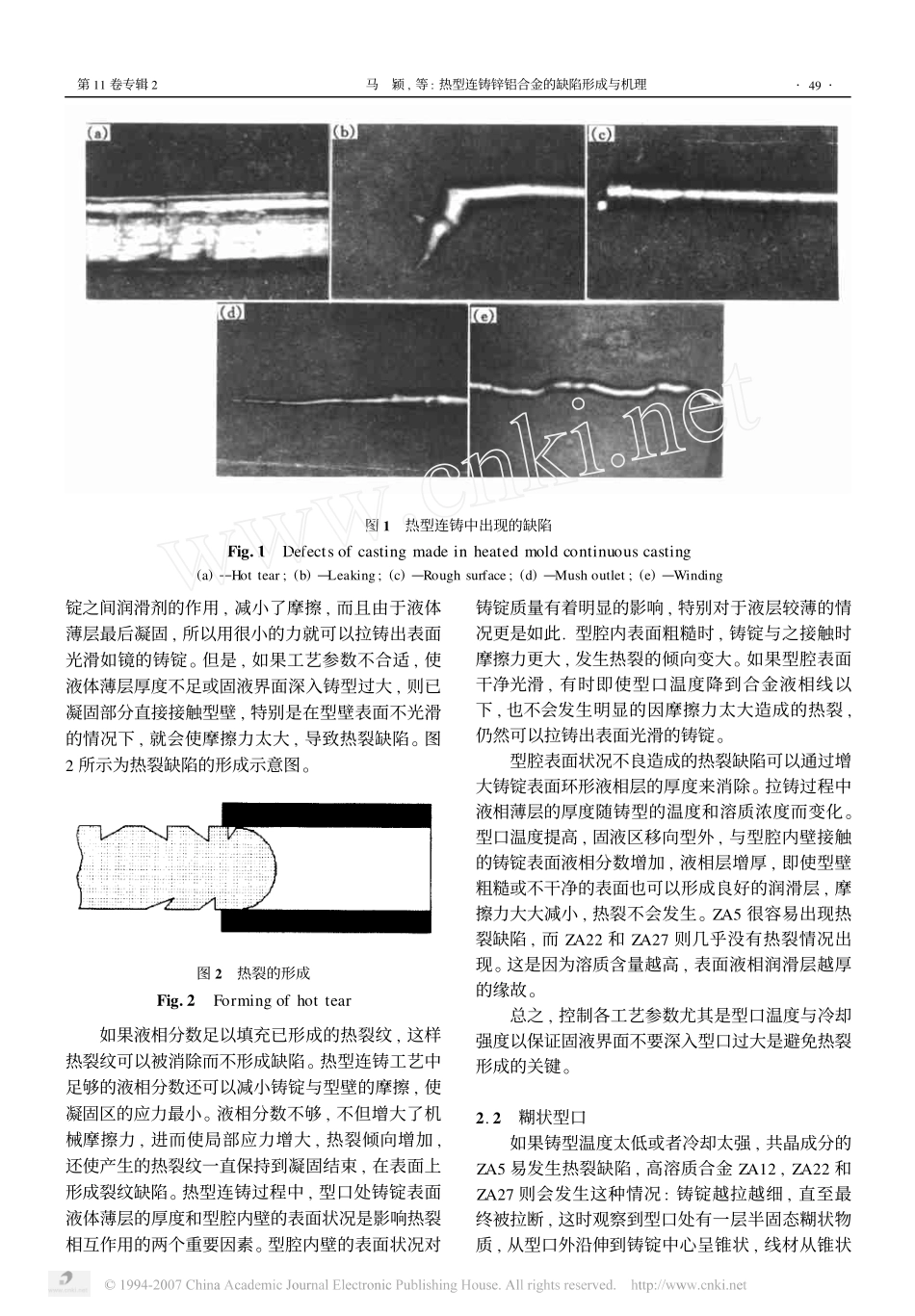
固液两相区的形状和位置对上述缺陷的形成有重要影响,当固液两相区位于型口或型内时,凝固界面将向型内凸入,如果剩余液体不能抵消凝固收缩,就会出现表面粗糙;若凝固界面深入型内较多,则使型内凝固的铸锭摩擦力过大,形成热裂;固液两相区移至型外,凝固界面将变成平面,容易发生拉漏
[关键词]连续铸造;定向凝固;加热铸型;锌铝合金;缺陷[中图分类号]TG249
7[文献标识码]A热型连铸工艺即O
C法是由日本学者大野笃美(A
Ohno)发明的[1~3]
该方法与传统的连铸方法的主要区别在于将传统连铸中的冷却铸型改为加热铸型[4]
从而避免了合金液在铸型内壁表面的凝固,凝固过程中的热量沿已经凝固了的固相一维传递,形成定向凝固条件,可以获得柱状晶乃至单晶材料
热型连铸方法中,由于铸型温度高于金属液的凝固温度,消除了在铸型内壁表面形核的可能性,只有在引锭棒端部形核的晶粒可以逆着热流单向生长
同时由于表层液体过热,产生一个铸锭中心先于表层凝固的温度场,凝固界面通常呈向液体中凸出的形状,有利于获得定向或单晶凝固组织
因为热型连铸过程中铸锭在离开铸型出口时,表层仍呈液体状态,铸锭与铸型之间始终存在一层液体薄层,在离开铸型型口一个很小