1捷特佳电子厂JDIELECTRONICSFACTORYDOCNO:EWI-编写(PreparedBy):王志平审核(ReviewedBy):__________批准(ApprovedBy):__________分发(Distributedto):PIEX____份QAX____份MKTX____份ADMIX____份PRODX__2_份MRX____份R&DX____份PURX____份GMX____份AEX____份STOREX___份OPX____份DAX____份MISX____份OTHERS:____PMCX____份DOCX1份X_____份INX____份1
目的通过对贴片机的操作方法进行规定,确保制程中贴片的制造工艺正确合理,使设备稳定运作,以达到产品品质稳定和安全生产的目的
范围本指引适用于SMT部JUKI贴片机的操作使用
1当机器出现异常故障时操作员应通知管理人员或技术人员及时处理
2PWB——基板(由单个或多个电路组成的印刷电路板)3
3ATC——自动工具交换装置(放置及交换吸嘴用,有30个位置)3
4OCC——位置校正摄像机(调校坐标位置用)3
5HMS——高度测量装置(调校吸取数据中元件的高度测量用)3
6MNLA——多吸嘴激光校准模块(通常叫激光头,用来识别元件的大小、高度及位置)3
7BOC——基准标记(通常叫Mark点,识别基板位置用)3
8HOD——手控操作盘(功能键见附表一)3
9面板——机台表面的操作按键(功能与使用见附表二)23
10机器操作流程4
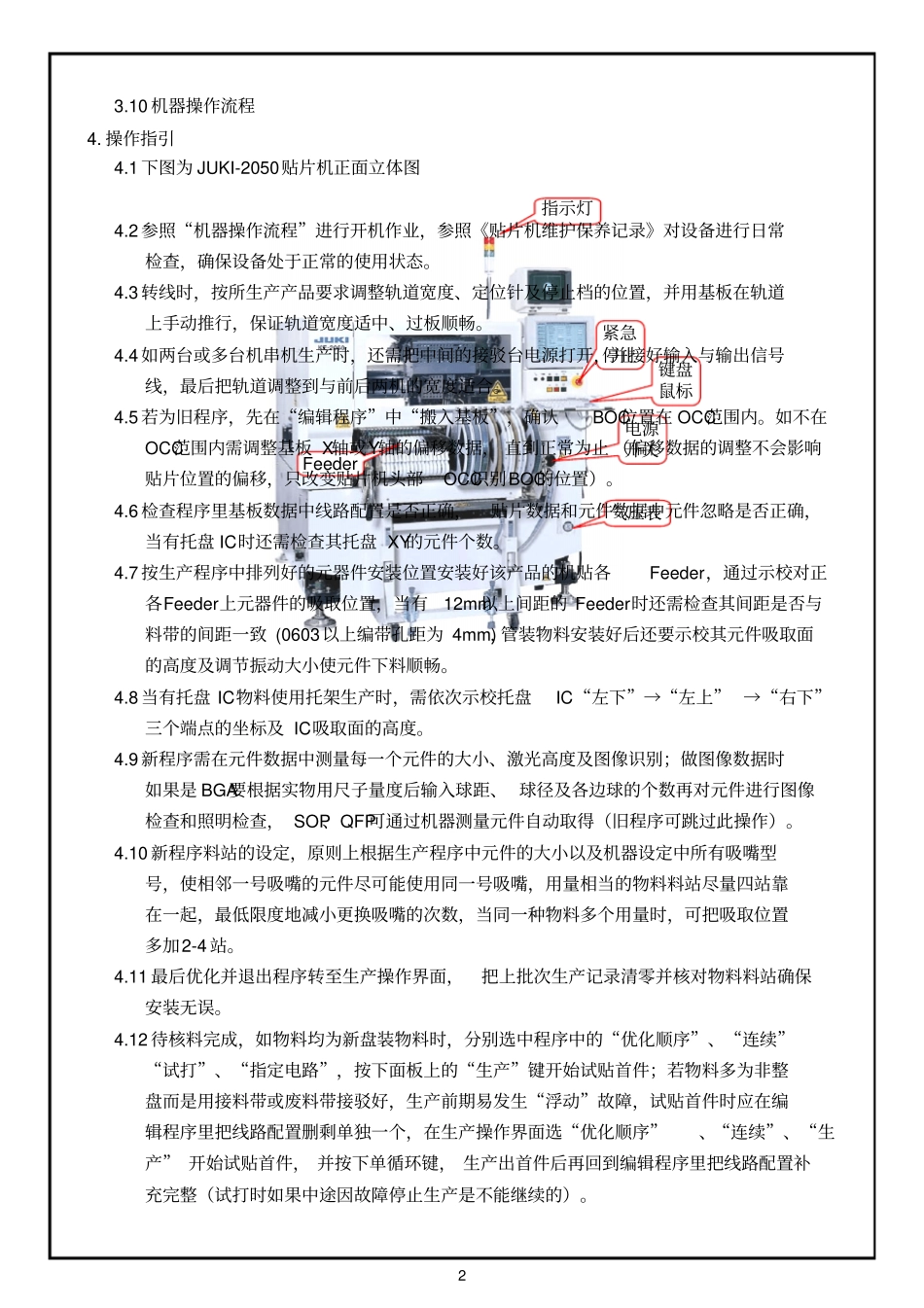
1下图为JUKI-2050贴片机正面立体图4
2参照“机器操作流程”进行开机作业,参照《贴片机维护保养记录》对设备进行日常检查,确保设备处于正常的使用状态
3转线时,按所生产产品要求调整轨道宽度、定位针及停止档的位置,并用基板在轨道上手动推行,保证轨道宽