无忧PPT整理发布长沙市宁乡职业中专模具教研室李诚洪钳工工艺学上部课件无忧PPT整理发布5
5钻削用量及其选择1
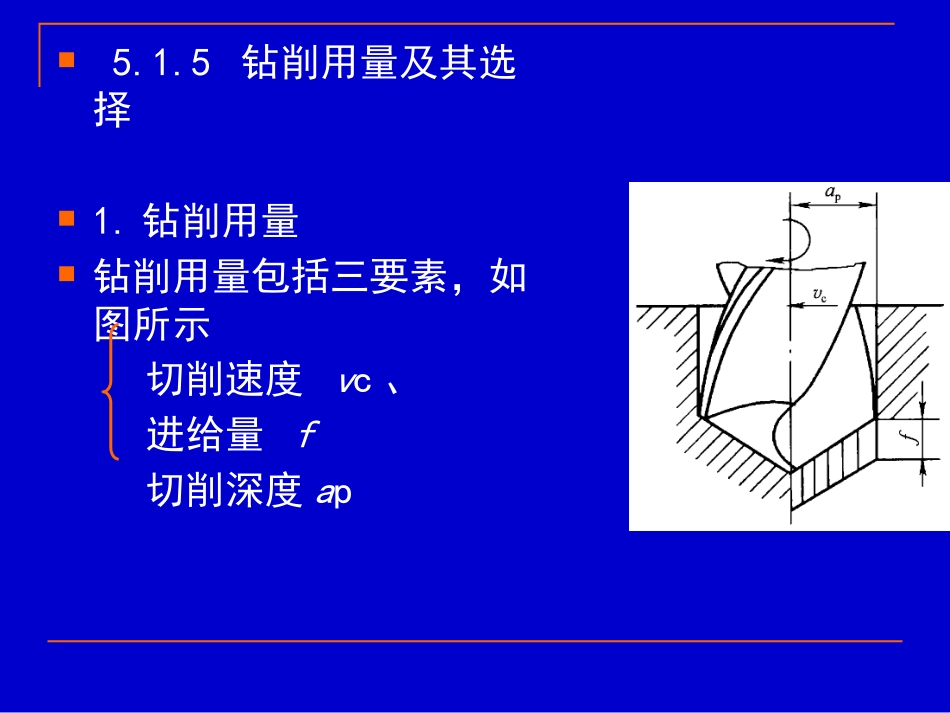
钻削用量钻削用量包括三要素,如图所示切削速度vc、进给量f切削深度ap(1)切削速度vc指钻削时钻头切削刃上最大直径处的线速度,可由下式计算:vc=πDn/1000m/min式中D———钻头直径,mm;n———钻头转速,r/min
(2)进给量f指主轴每转一转钻头对工件沿主轴轴线相对移动的距离,单位为mm/r
(3)切削深度ap指已加工表面与待加工表面之间的垂直距离,即一次走刀所能切下的金属层厚度,ap=D/2,单位为mm
钻削用量的选择(1)选择原则钻削用量选择的目的,首先是在保证钻头加工精度和表面粗糙度的要求以及保证钻头有合理的使用寿命的前提下,使生产率最高;不允许超过机床的功率和机床、刀具、夹具等的强度和刚度的承受范围
钻削时,由于背吃刀量已由钻头直径决定,所以只需选择切削速度和进给量
对钻孔生产率的影响,切削速度和进给量是相同的;对钻头寿命的影响,切削速度比进给量大;对孔的表面粗糙度的影响,进给量比切削速度大
钻孔时选择钻削用量的基本原则是在允许范围内,尽量先选择较大的进给量f,当f的选择受到表面粗糙度和钻头刚性的限制时,再考虑选择较大的切削速度vc
①切削深度直径小于30mm的孔一次钻出;直径为30~80mm的孔可分两次钻削,先用(0
7)D(D为要求加工的孔径)的钻头钻底孔,然后用直径为D的钻头将孔扩大
②进给量孔的精度要求较高且表面粗糙度值较小时,应选择较小的进给量;钻较深孔、钻头较长以及钻头刚性、强度较差时,也应选择较小的进给量
③钻削速度当钻头直径和进给量确定后,钻削速度应按钻头的寿命选取合理的数值,一般根据经验选取
孔较深时,取较小的切削速度
6钻孔方法钳工钻孔方法与生产规