辊压机硬面修复技术介绍上海烨宝工程机械有限公司贾林喜盐城市成功机械制造有限公司何宏兵辊压机,又名挤压磨、辊压磨,是国际80年代中期发展起来的新型水泥节能粉磨设备,具有替代能耗高、效率低球磨机预粉磨系统,并且降低钢材消耗及噪声的功能,适用于新厂建设,也可用于老厂技术改造,使球磨机系统产量提高30—50%,经过挤压后的物料料饼中0
08mm细料占20—35%,小于2mm占65—85%,小颗粒的内部结构因受挤压而充满许多微小裂纹,易磨性大为改善
辊压机由两个相向同步转动的挤压辊组成,一个为固定辊,一个为活动辊
物料从两辊上方给入,被挤压辊连续带入辊间,受到50-100MPa的高压作用后,变成密实的料饼从机下排出
辊压机是根据料床粉磨原理设计而成,其主要特征是:高压、满速、满料、料床粉碎
辊压机的辊面一般采用热堆焊,耐磨层维修更为方便
由于辊面需要承受高压等原因,辊面磨损是该设备使用过程中的常见现象,辊面损坏包括:辊面产生裂纹,辊面凹坑或辊面硬质耐磨层剥落
辊压机辊面磨损后,表面凹凸不平,对物料形不成有效的挤压,出料中颗粒料多,料饼少,磨机产量下降,辊压机系统内的循环量大大增加,粉料越来越多,造成称重仓频繁“冲料”,回料皮带及入称重仓斗提压死,系统跳停
要求在生产使用时,千万不要把硬质铁器掉进辊压机,在打散机回料粗粉处加装除铁器,防止铁器在辊压机中循环挤压,辊面损坏后,应及时请专业人士现场堆焊修复
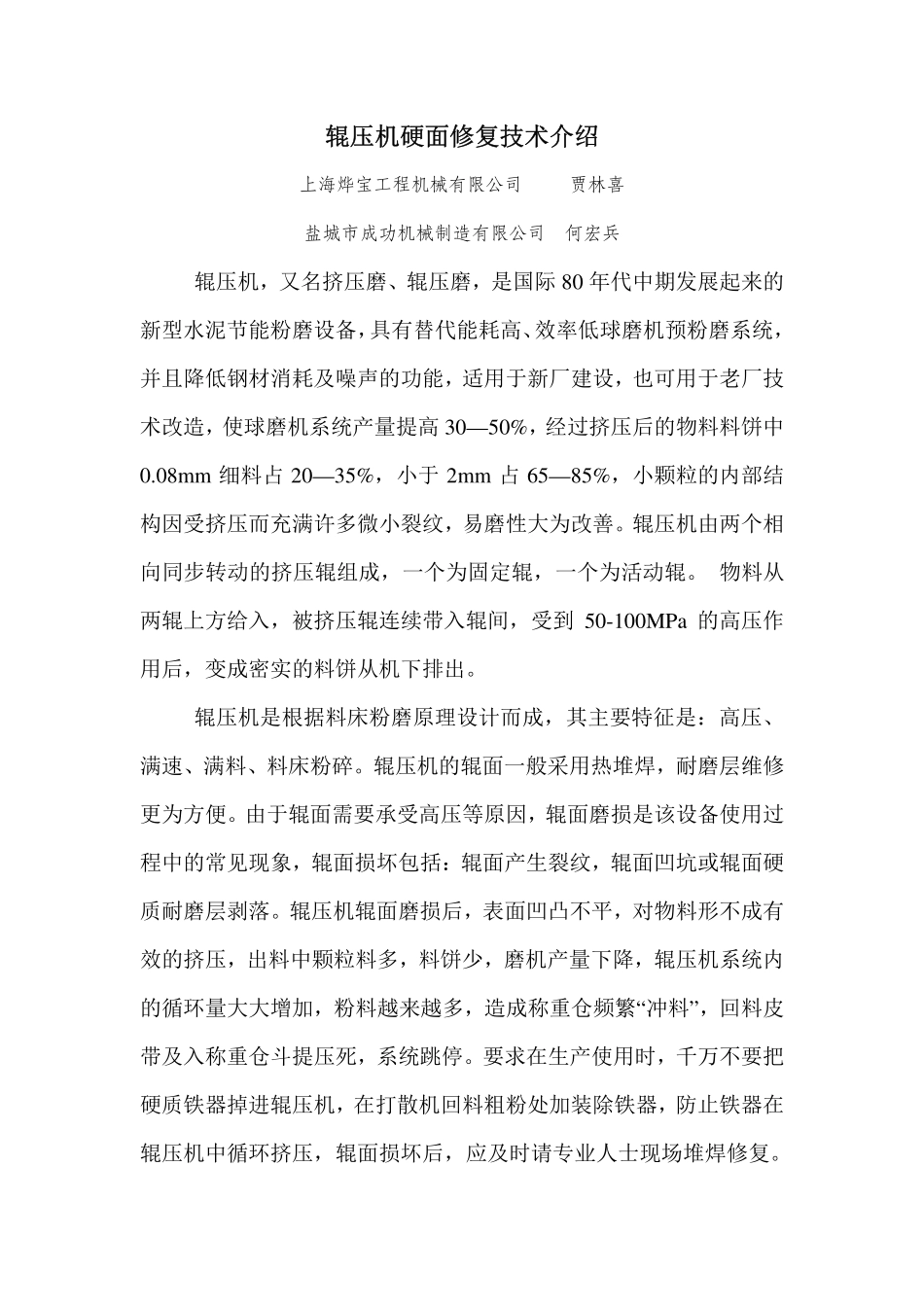
一般的辊压机的压辊有两种基本结构,即整体压辊和镶套压辊,如下图热装式挤压辊1、轴;2、辊套;3、冷却水孔道整体锻造表面堆焊式的挤压辊图1图2挤压辊也是辊压机制造周期最长、工艺难度最大的零件,主要由辊体和堆焊耐磨层等组成
辊套和压辊(整体)不仅必须采用最好的材料(优质合金钢),而且进行复杂的热处理和准确的探伤检查,确保各项质量指标达到要求
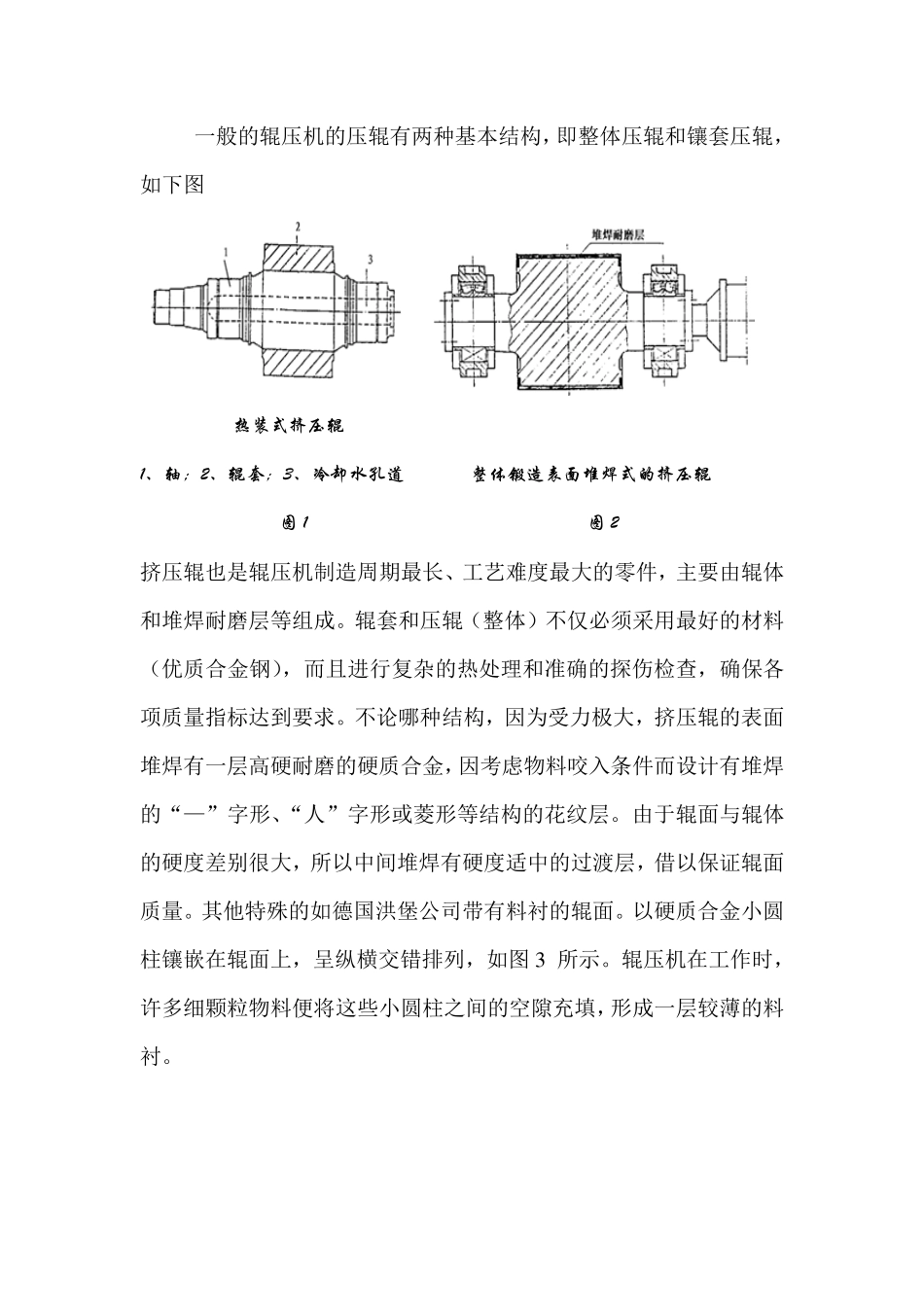
不论哪种结构,因为受力极大,挤压辊的表面堆焊有一层