碰焊,也就是接触焊
电阻焊(接触焊):利用强大的电流通过焊接结合处,因为电阻热能导致高热,根据焦耳-楞次定律Q=0
24I2•R•t,可把接头处加热到熔化或半熔化状态,同时施以一定的压力,使其结合成为整体,无需外加填充金属和焊剂
按照接头的形式,有点焊(焊接部位为有一定直径的点)、缝焊(俗称滚焊,焊接部位为线状)和截面相差不大时的对接焊(俗称碰焊)
点焊和缝焊多用于薄板件(薄壳工件),碰焊多用于棒类工件(例如刃具、建筑钢筋等金属焊接工艺的基础知识1金属焊接的方法将两块分离的金属其欲结合部位局部加热到熔化或半熔化状态,采取施加压力或不加压、或填充其他金属、利用原子间的扩散与结合等方法,使它们联结成为整体,这个过程称为焊接
常见的焊接方法有:(1)电弧焊:这是最常用的金属焊接方法
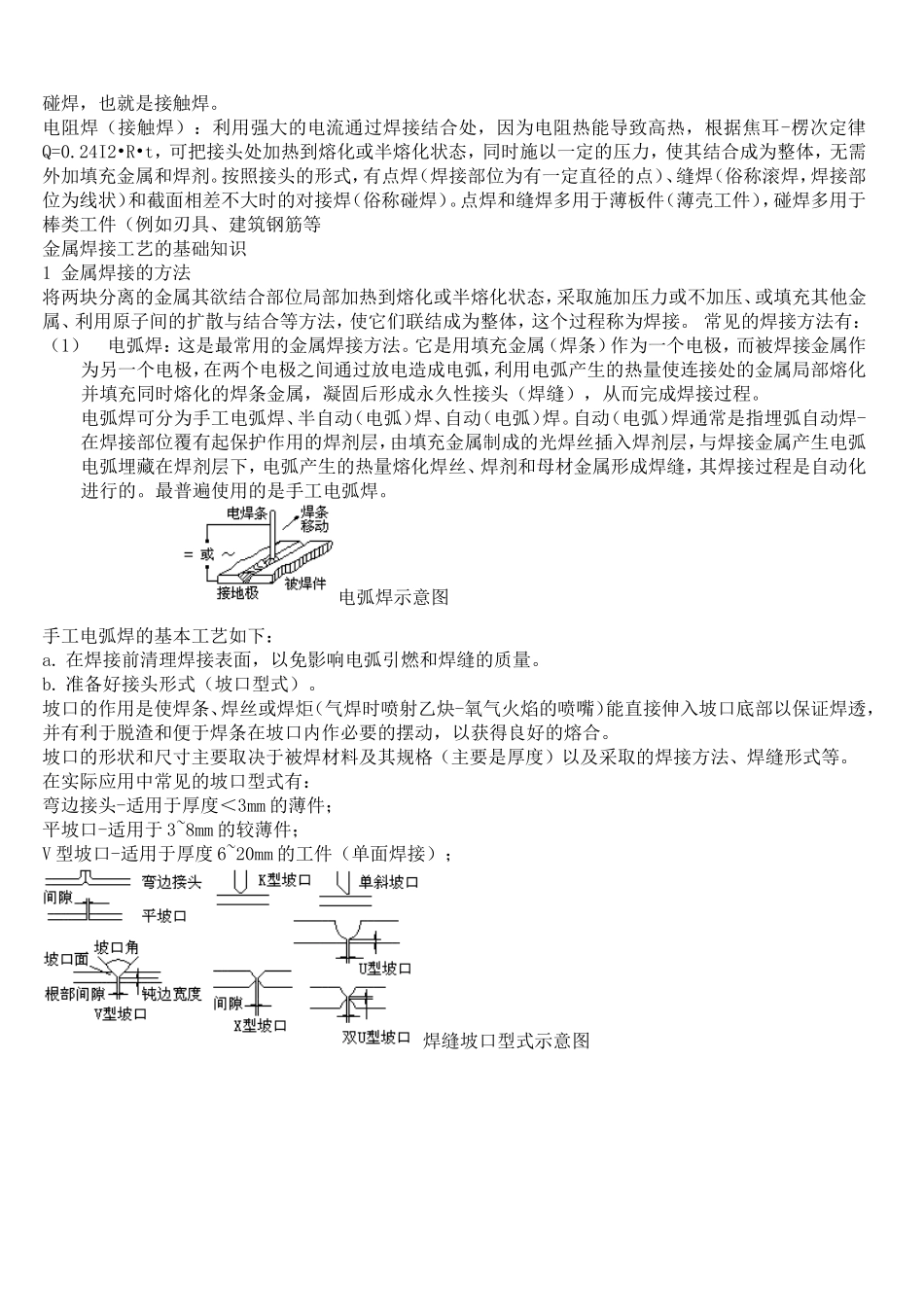
它是用填充金属(焊条)作为一个电极,而被焊接金属作为另一个电极,在两个电极之间通过放电造成电弧,利用电弧产生的热量使连接处的金属局部熔化并填充同时熔化的焊条金属,凝固后形成永久性接头(焊缝),从而完成焊接过程
电弧焊可分为手工电弧焊、半自动(电弧)焊、自动(电弧)焊
自动(电弧)焊通常是指埋弧自动焊-在焊接部位覆有起保护作用的焊剂层,由填充金属制成的光焊丝插入焊剂层,与焊接金属产生电弧电弧埋藏在焊剂层下,电弧产生的热量熔化焊丝、焊剂和母材金属形成焊缝,其焊接过程是自动化进行的
最普遍使用的是手工电弧焊
电弧焊示意图手工电弧焊的基本工艺如下:a
在焊接前清理焊接表面,以免影响电弧引燃和焊缝的质量
准备好接头形式(坡口型式)
坡口的作用是使焊条、焊丝或焊炬(气焊时喷射乙炔-氧气火焰的喷嘴)能直接伸入坡口底部以保证焊透,并有利于脱渣和便于焊条在坡口内作必要的摆动,以获得良好的熔合
坡口的形状和尺寸主要取决于被焊材料及其规格(主要是厚度)以及采取的焊接方法、焊缝形式等
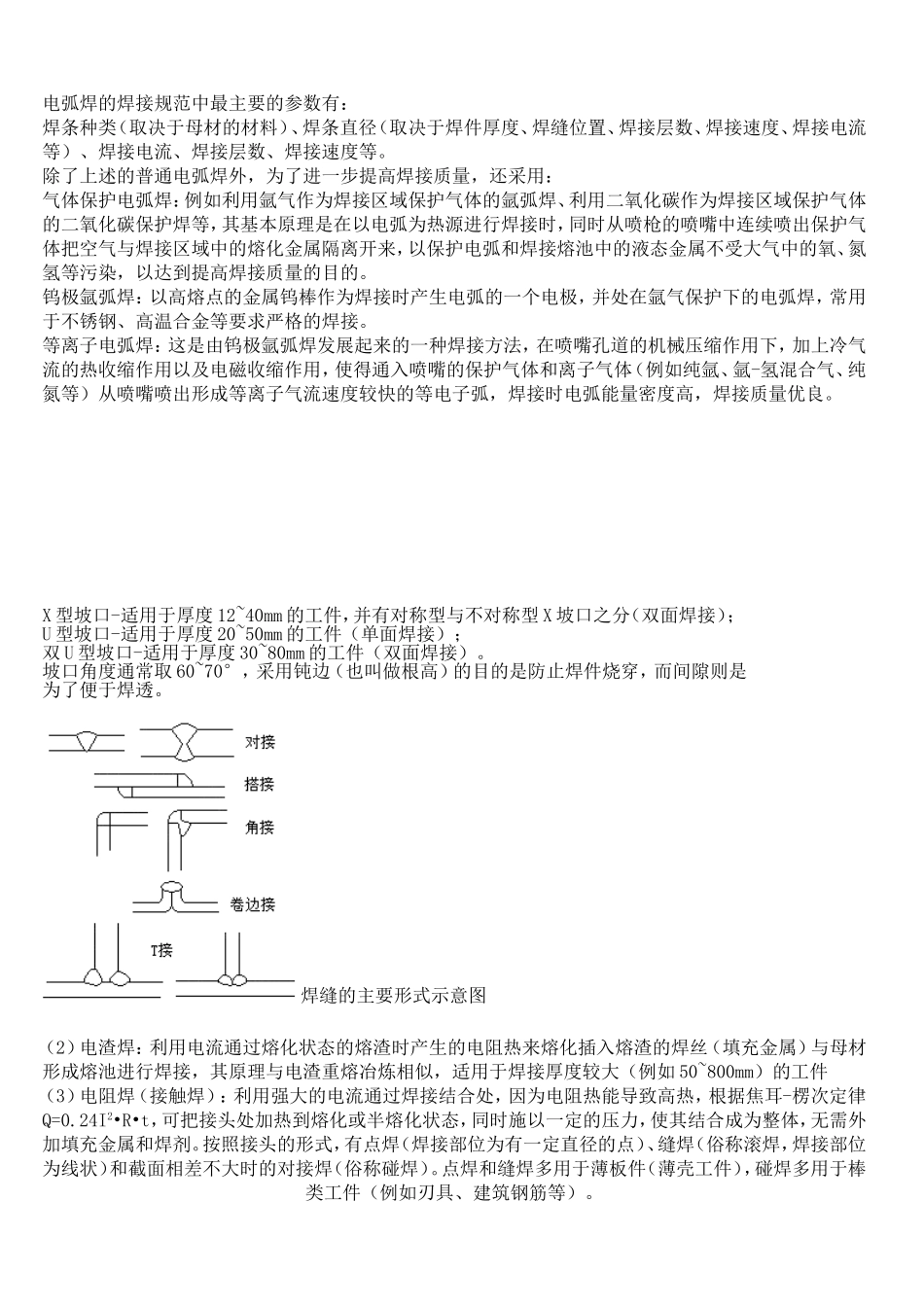
在实际应用中常见的坡口型式有:弯边接