基于智能控制的直进式拉丝机控制系统赵涛周绍英解仑李崇坚摘要针对直进式拉丝机的特点,设计研制了智能控制器,保持拉丝机拉拔过程中的反拉力恒定
结果表明,该系统能有效抑制反拉力的波动,实时检测出拉模的磨损
关键词直进式拉丝机智能控制器反拉力Thecontrolsystembasedonintelligentcontrolforstraight-wiredrawingmachineXieLunLiChongjian(AutomationResearchInstituteofMMI)ZhaoTaoZhouShaoying(InformationEngineeringCollege,UniversityofScienceandTechnologyBeijingBeijing100083)AbstractIntelligentcontrollerbasedonthecharacteristicsofstraightwiredrawingmachineisdevelopedinordertokeepthebackpulltensionconstant
Itcanresistallkindsofdisturbance,keepthebackpulltensionconstantanddetectdiewearingrapidly
Keywordsstraightwiredrawingmachine;intelligentcontroller;backpulltension直进式拉丝机是世界上较有发展前途的拉丝设备,传统的普通直进式拉丝机均为直流驱动,且无过程控制环节,存在维护困难、控制精度差、反拉力波动严重等问题,难以实现高速及细丝拉拔,断丝堆丝现象经常发生
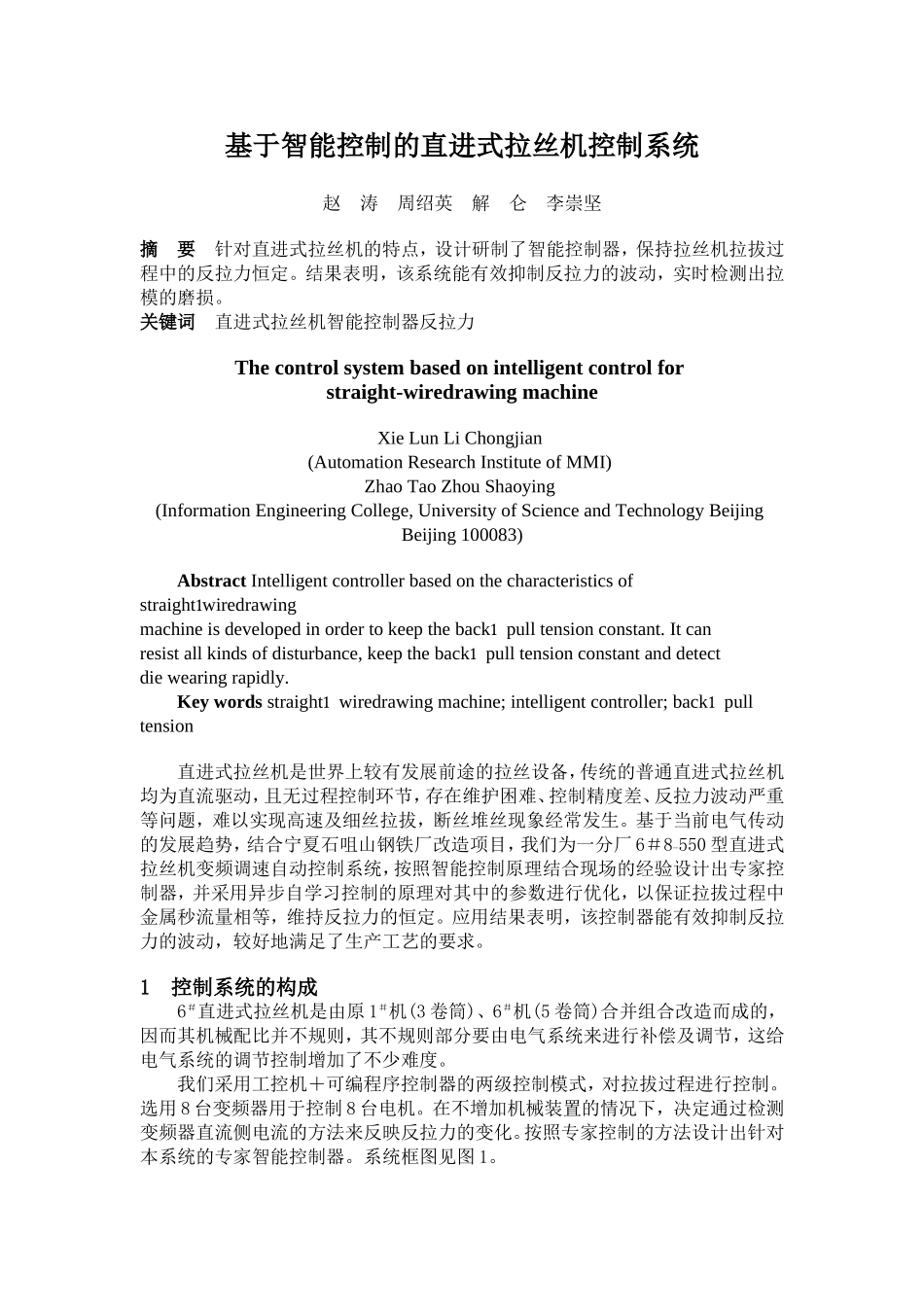
基于当前电气传动的发展趋势,结合宁夏石咀山钢铁厂改造项目,我们为一分厂6#8-550型直进式拉丝机变频调速自动控制系统,按照