储罐施工方案1)概况本项目为赢创特种化学(上海)有限公司新增储罐项目,共计3台储罐的制作、安装,储罐分为200m3计2台、0
5m3计1台
其中V-5003体积较小,我司建议这台储罐在加工厂内制作,其余2台储罐S5480、S5980为锥顶罐,2台储罐均为斜底,斜度为5%,储罐总重约38
5吨,储罐主体材质为S30403和S31603,梯子平台材质为Q235B
2)编制依据
立式圆筒形钢制焊接油管设计规范GB50341-2003
立式圆筒形钢制焊接储罐施工及验收规范GB50128-2014
承压设备无损检测JB/T4730
1~4730
储罐本体设计图纸3)施工方法概述本项目共3台储罐现场安装,预制地点选择在我司张家港加工厂,运输至现场进行安装
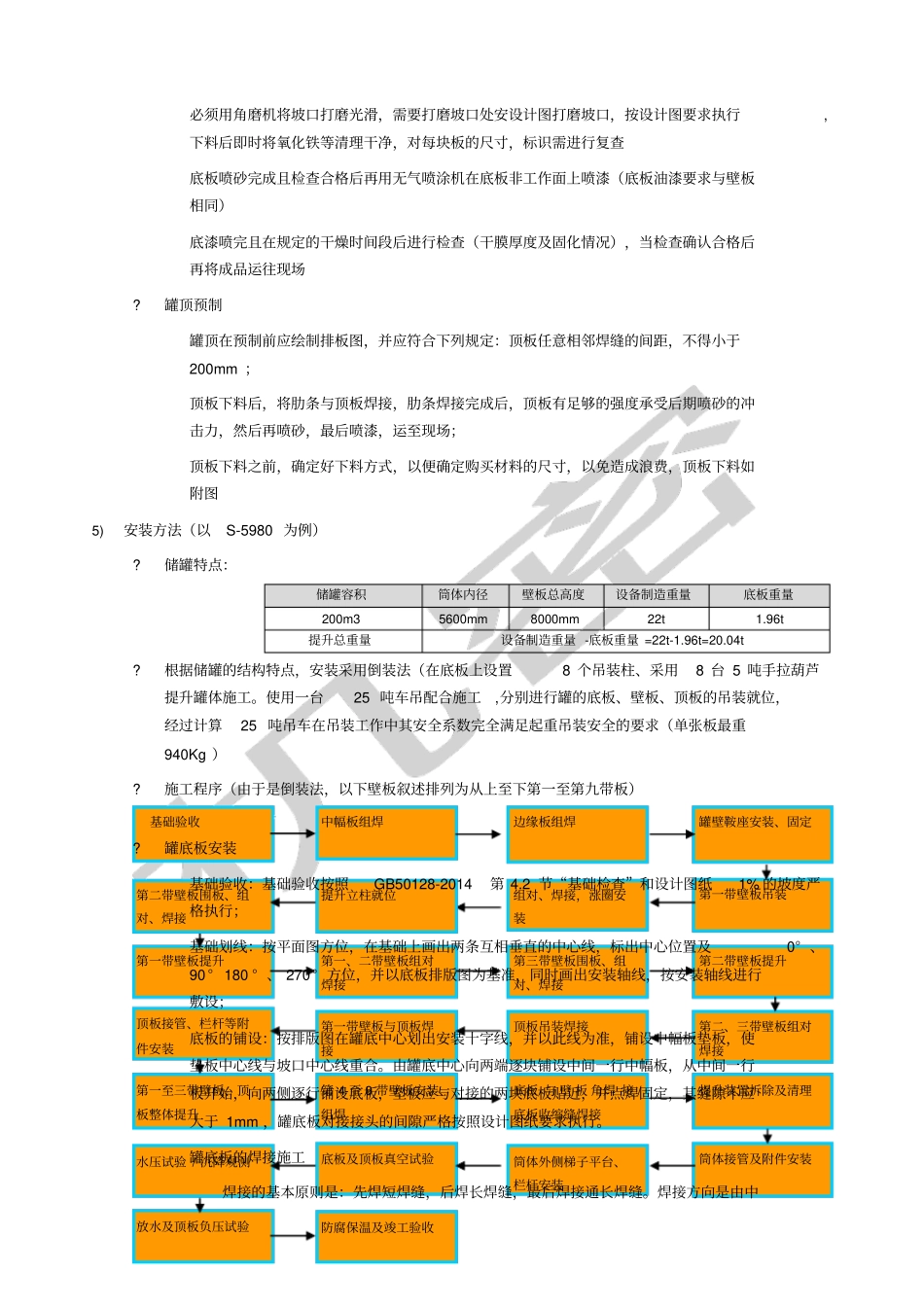
采用倒装法进行安装
考虑到提升立柱的高度是否与罐顶板碰撞等问题,我司拟将安装完最上层3带板之后再安装罐顶板
4)储罐预制储罐的下料、壁板滚圆、喷砂、喷底漆、顶板下料制作、喷砂、喷漆等预制工作均在我司加工厂完成
预制完成后检查几何尺寸、弧度,合格后再进行喷砂、防腐(在工厂仅做底漆,并把接缝位置边缘预留50mm宽不做底漆
当一切预制工作完成且检查合格后运至现场进行安装
预制前的相关要求:按照施工图中的筒体直径制作弦长不小于2m的弧形样板,用于壁板卷制和成型后的弧度检查
弧形样板采用镀锌铁皮或铝皮制作,每次使用完应注意保管,防止变形;碳钢板采用半自动机械切割
钢板边缘加工面应平滑,不得有夹渣、分层、裂纹及熔渣等缺陷
火焰切割坡口产生的表面硬化层应磨除;焊接接头的坡口形式和尺寸,应严格按照图纸的要求加工;所有预制构件在保管、运输及现场堆放时,应采取有效措施防止变形(所有钢板存放时下部应均匀布置3块木方,禁止将钢板直接堆放在地面上,并且各钢板间应用木方进行隔离)、损伤和污染;
壁板预制前应绘制排版图,经设计批准方可下料制作,壁板排版时应符