z50万吨全连轧棒材工程设计案2017
1设计依据本案是根据甲的基本要求设计的
甲技术要求细化后案将做进一步调整和完善
2主要设计决定(1)车间设计生产能力为50万t/年
(2)主要产品为螺纹钢筋和圆钢棒材,其中螺纹钢筋生产规格为①10〜①28mm,圆钢生产规格为①16〜①60
0mm,钢种为普碳钢、优质钢和低合金钢\铝及铝合金1xxx~7xxx系列等
(3丿采用150X150X9000mm连铸坯作为原料
(4)精轧机采用短应力线高刚度轧机,轧制速度18m/s
(5)棒材生产线生产工艺分为原料准备、加热、轧制、控制冷却及成品精整等工序,整个轧制工艺采用连续化自动控制
3主要设计特点及装备水平(1)坯料全部为连铸坯,一火成材
(2)全线轧机采用平立交替布置,实现了连续无扭轧制,避免了轧件在轧制过程中的扭转,可有效地减少成品轧件的表面缺陷
(3)轧线采用微力和无力活套轧制,保证产品尺寸精度
(4)采用控制冷却工艺,可节约能源,改善产品的金相组织,提高产品质量
(5)采用切分轧制工艺,平衡小规格产品产量
(6)型系统设计采用椭圆-圆型系统,轧机导卫系统采用了滚动导卫,可确保轧件的稳定轧制,并可减少轧件的划伤
(7)轧机主传动采用直流传动系统,技术成熟,运行稳定
(8)车间采用基础自动化及过程控制两级自动化控制系统
0m2000〜3000kgGB702-86GB1499-982轧钢工艺2
1产品大纲及金属平衡2
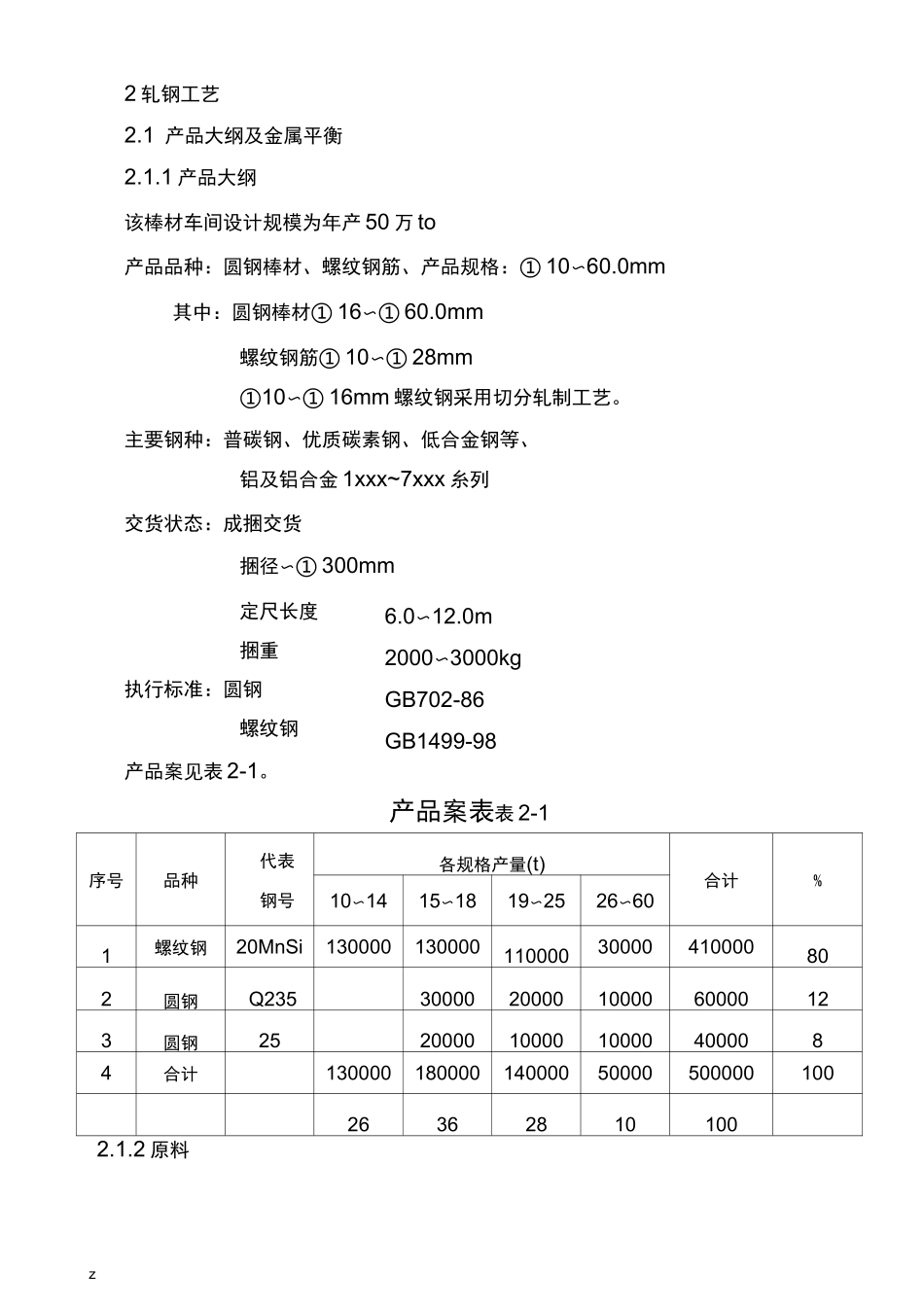
1产品大纲该棒材车间设计规模为年产50万to产品品种:圆钢棒材、螺纹钢筋、产品规格:①10〜60
0mm其中:圆钢棒材①16〜①60
0mm螺纹钢筋①10〜①28mm①10〜①16mm螺纹钢采用切分轧制工艺
主要钢种:普碳钢、优质碳素钢、低合金钢等、铝及铝合金1xxx~7xxx糸列交货状态:成捆交货捆径〜①300mm定尺长