第1页共13页3、项目部组织管理4、工期及进度5、施工机6、劳动力7、施工准8、管道施1、编制说明22、工程概况28
1管道切割58
2坡口加工58
3管道支、吊架制作、安装58
4管道安装68
5焊接及焊接检验88
6管道的除锈、刷油108
7管道的系统试验及吹扫119、质量保证措施1110、安全保证措施1211、文明施工措施1312、雨季施工措施131、编制说明1
1工程名称:************工程
2编制目的、宗旨本施工方案是为***********压缩空气管道的安装需要而编制的
编制的指导思想是:编制时为业主着想,施工时对业主负责,竣工时让业主满意,同时在经济上合理,技术上可靠的前提下,保质、保量、第2页共13页保工期
3编制依据1
1设计院的设计图纸
2国家现行标准、规范、规程
4执行标准《工业金属管道工程施工及验收规范》GB50235-2010《现场设备、工业管道焊接工程施工及验收规范》GB50236-1998《建筑工程施工质量验收统一标准》GB50300—20012、工程概况2
1工程名称:***********2
2工程地点:*******************2
3建设单位:******************2
4设计单位:********************2
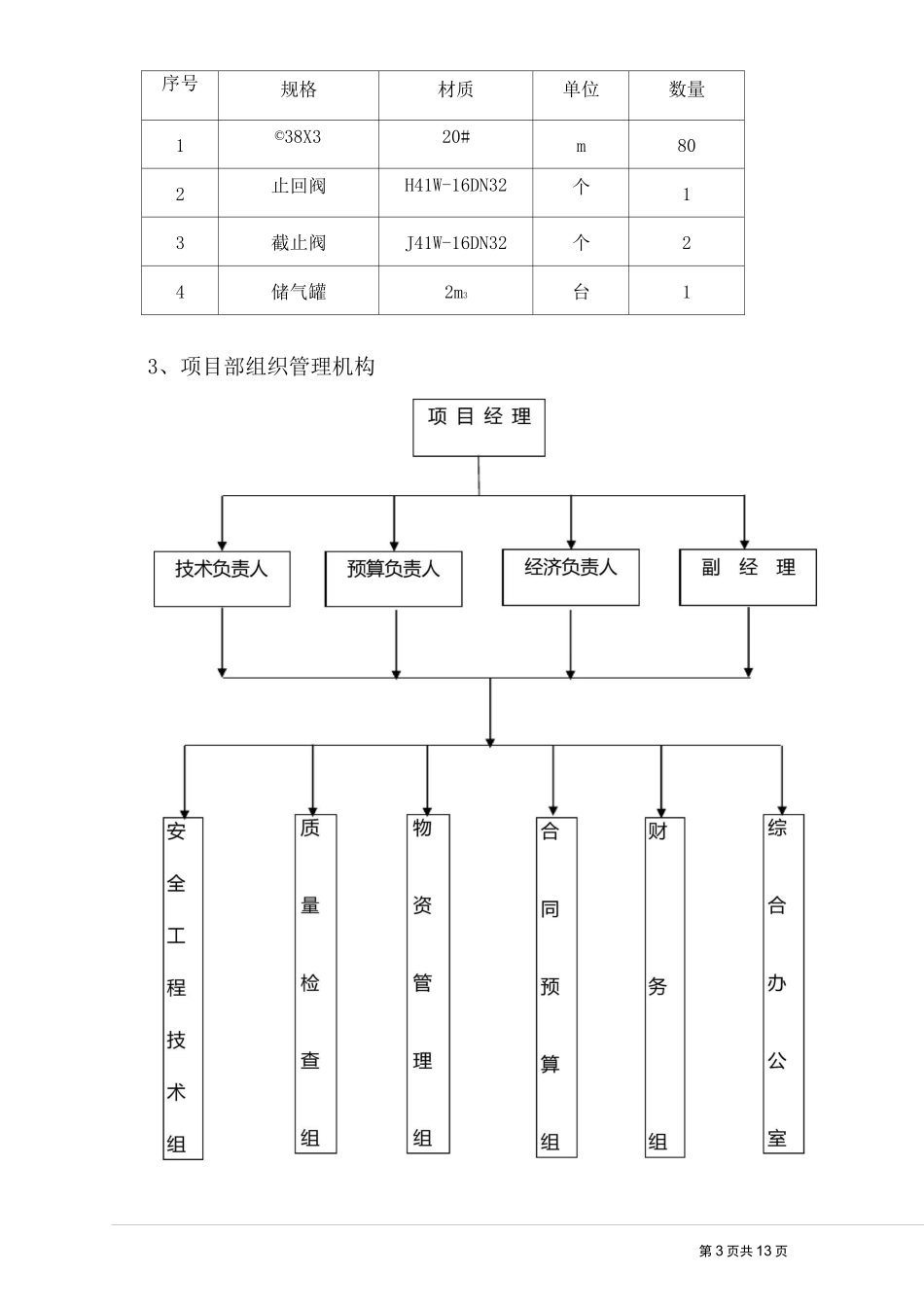
5工程主要内容:铁渣料库除尘系统空压机系统压缩空气管道,管道总长80m,清单如下:第3页共13页序号规格材质单位数量1©38X320#m802止回阀H41W-16DN32个13截止阀J41W-16DN32个24储气罐2m3台13、项目部组织管理机构第4页共13页序号名称人数备注1气焊工/电焊工12电工13测量工14配管工15其他1合计577
1组织各部门有关人员认真学习,熟悉施工图纸,领会设计意图,4、工期及进度计划施工日期2012年1月21日〜2012年2月