1熔模精密铸造型壳耐火材料的合理选择一.前言制壳是精铸四大生产工序中对精铸质量影响最大的工序,其次才是焙炼浇注后处理及制蜡模
统计表明精铸件中有60〜70%的返修品或废品是由型壳质量不良而造成的
例如铸件表面缺陷常见的有:飞翅(披锋)、流纹、毛刺、铁豆和局部穿钢、气孔、针孔、分层、落砂、鼓胀或凹陷、变形、开裂…
这些缺陷大部分是因型壳表面有裂纹,蚁孔,气泡,局部涂料堆积干燥(硬化)不透或型壳退性,透气性差,焙烧不透,高温吸气等因素产生的
影响型壳质量的主要因素有:1.制壳原辅材料:包括耐火材料、粘结剂、硬化剂等2.制壳生产环境:包括温度、湿度、风速、风量等3.制壳操作水平:工人操作技术高低、生产经验等4.涂料的质量控制及制壳工艺的合理制定:涂料工艺性能的控制和调整及浇注系统,制壳工艺方法确定
其中型壳“耐火材料”的合理选用是保证型壳质量的关键因素之一
正确选用型壳的砂、粉料的基本原则是:高性价比
目前我国精铸件质量稳定性差、返修率、废品率居高不下
其中重要原因之一是:盲目选择质量低劣、价格低廉的耐火砂、粉料制壳
其目的是“节约成本”结果往往适得其反
不仅由于型壳质量波动造成精铸返修率,废品率上升,而且使后处理工序工时、生产成本大增
铸件补焊、打磨、抛丸、多次返覆,费工、费料、费时
其综合成本远超过型壳耐火材料“节约”的差价,得不偿失
不仅严重影响铸件表面质量和交货期,还使企业信誉受损
这是我国精铸企业普遍存在的现状
特别是在国内已有60年生产历史的水玻璃型壳生产企业这一问题更为突出
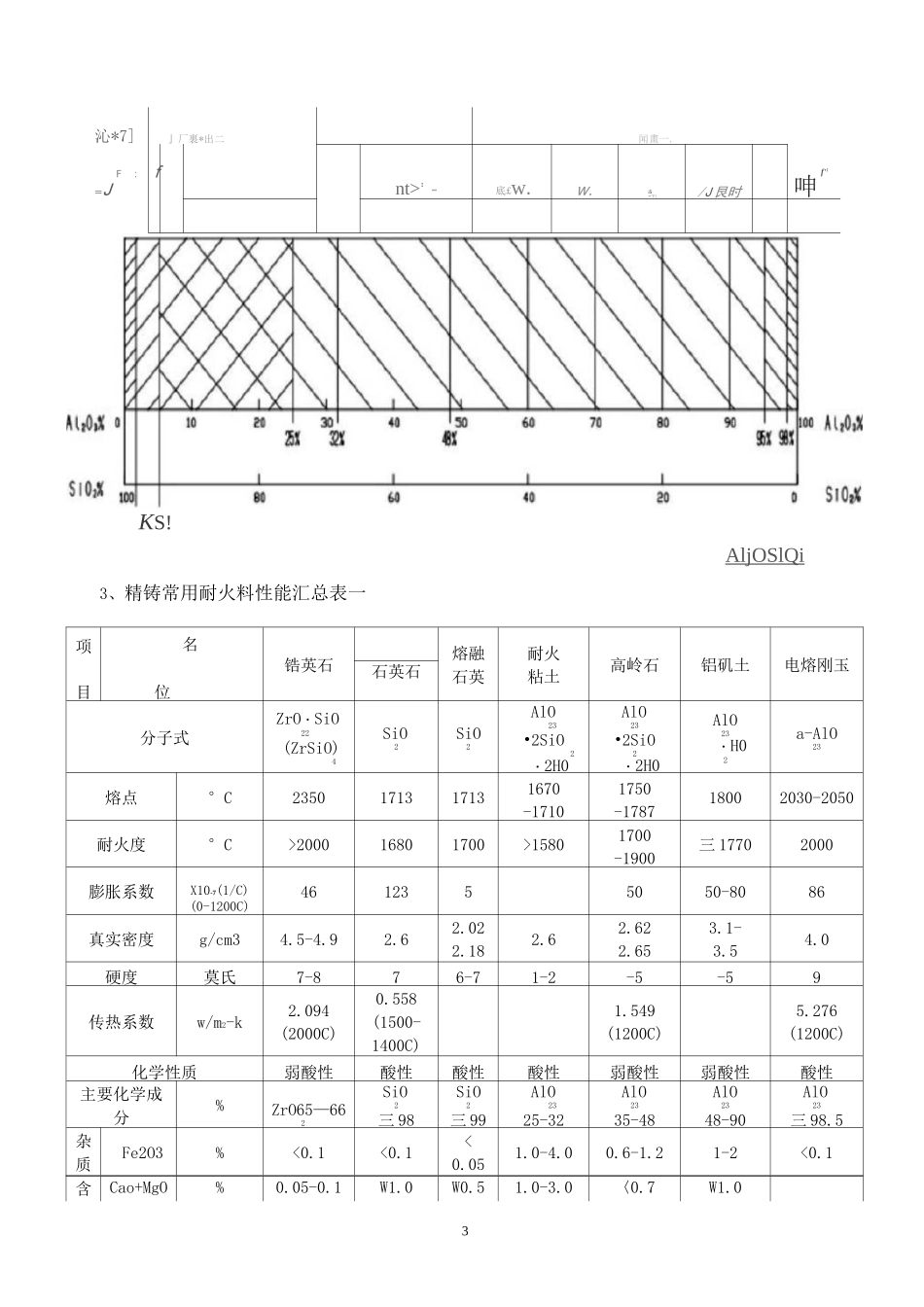
二、精铸型壳用耐火材料类别及性能:1、表面层型壳用耐火砂、粉料——主要有:锆英石、电熔白刚玉、熔融石英、精制石英
少数工厂用优质、低FeO%含量的高岭石砂粉料
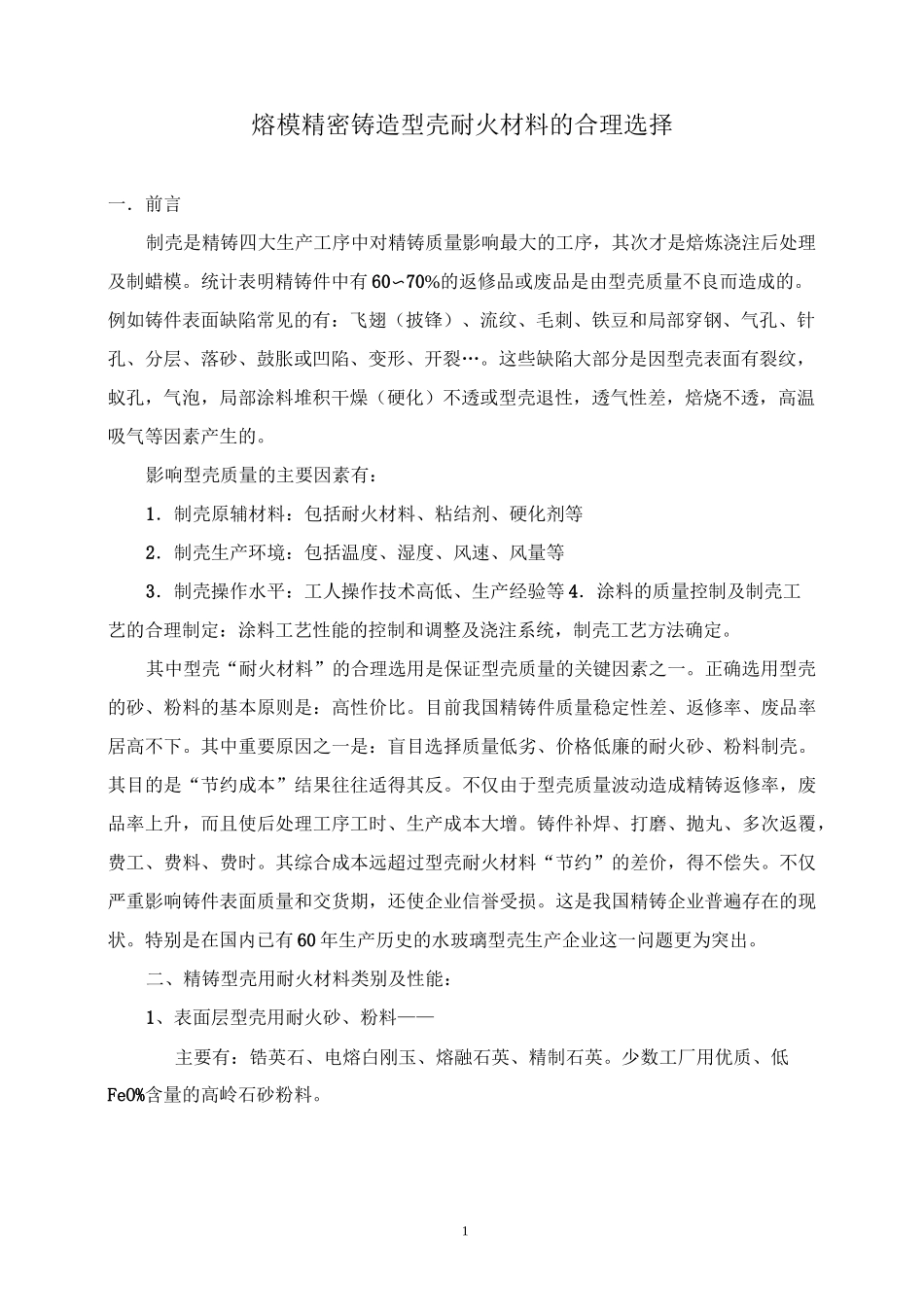
|(铝矶土熟料){二等乙——Al2O3:6O-7O%(莫来石质)|{三等Al:o3:48-6O%(低莫来石质)|(AlO45-90%)2