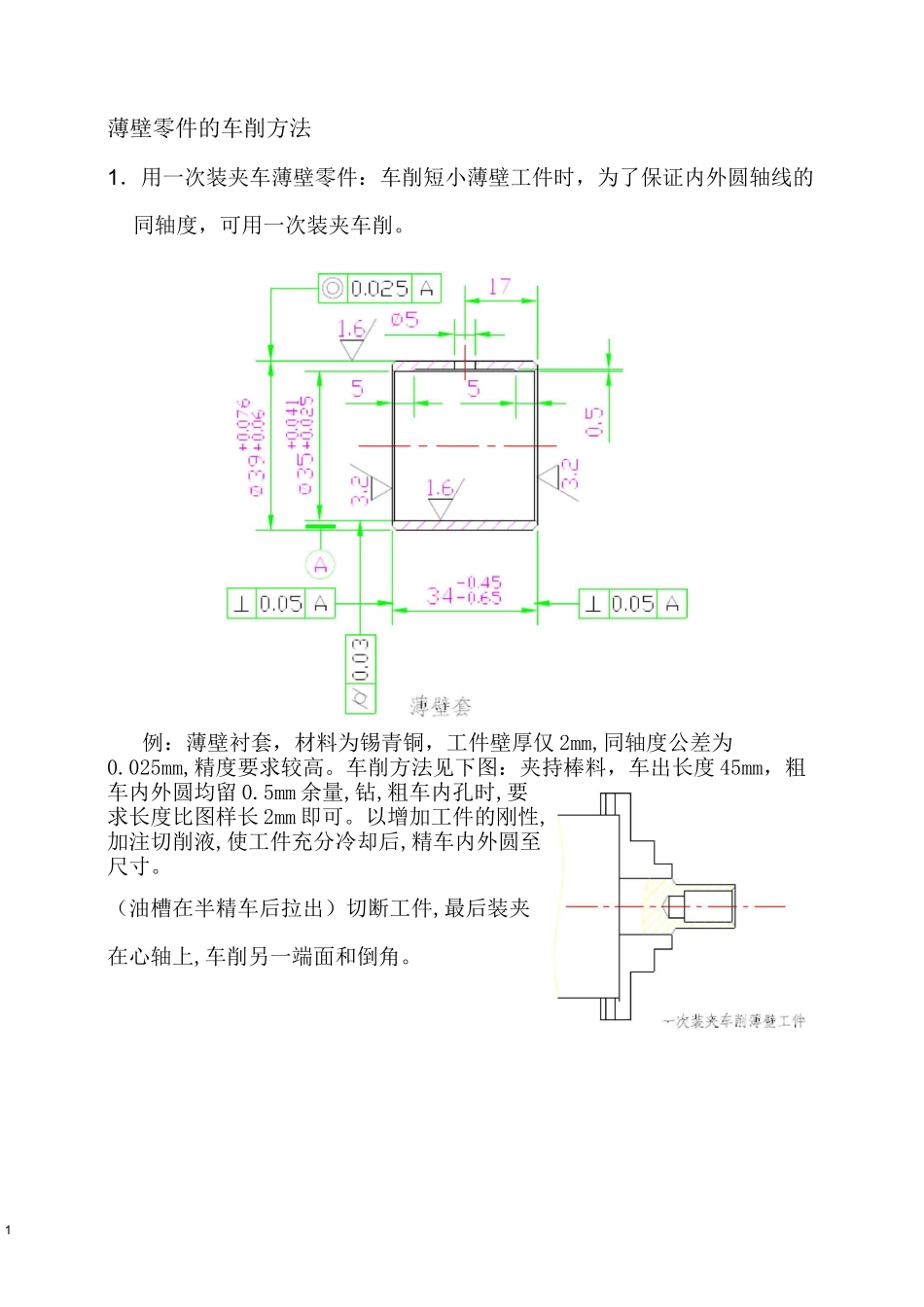
1薄壁零件的车削方法1.用一次装夹车薄壁零件:车削短小薄壁工件时,为了保证内外圆轴线的同轴度,可用一次装夹车削
例:薄壁衬套,材料为锡青铜,工件壁厚仅2mm,同轴度公差为0
025mm,精度要求较高
车削方法见下图:夹持棒料,车出长度45mm,粗车内外圆均留0
5mm余量,钻,粗车内孔时,要求长度比图样长2mm即可
以增加工件的刚性,加注切削液,使工件充分冷却后,精车内外圆至尺寸
(油槽在半精车后拉出)切断工件,最后装夹在心轴上,车削另一端面和倒角
2©98o及端面A符合图样要求,然后以内孔和大端面为基准,夹在弹性胀力-0
1心轴上,即可精车外圆
在花盘上车削薄壁工件壁工件
可装夹在花盘上加工
车削方法:先装夹在三爪卡盘上粗车内孔及外圆,各留1〜1
5mm余量,长度尺寸车至92+0
3,并精磨两端面至+0
然后装夹在花盘上精车内孔及外圆,精直径较大,尺寸精度和形位精度都较高的圆盘薄2
用扇形卡爪及心轴装夹薄壁工件:例:薄壁套筒如图,车削方法:粗车留精车余量1〜1
5mm,精车时,装夹在扇形软卡中,精车内孔及©72H7,外圆U-—工⑴--■
理——-=J熾—3用起变形
先在花盘端面上车出一凸台,凸台的直径和工件之间留0
5~lmm的间隙,(不用作定心)
用螺栓,压板压紧工件端面,压紧力要均匀
找正后,即可车削O132H7,O262H7内孔及内端平面
精车外圆时的方法见下图:将三点接触压板(压板上有三条槽以让开压板)适当压紧,松开并取下压板及螺钉,即可车削外车内孔的装夹方法见图
圆,使之符合图样要求
上面的压紧方法,因为压紧力在轴向所以不容易引44
在专用夹具上车削薄壁零件:如图,工件装上夹具后,当拧紧螺钉2时,压紧圈1便沿着斜面将工件压紧,即可车削工件的内孔,外圆及端面
增加辅助支承车削薄壁零件:车削内孔精度要求高的薄壁零件时,可采用辅助支承来增加工件的刚