设计题目:四工位专用机床机械原理课程设计指导书1
孔的典型加工工艺及刀具孔的加工包括从实体材料上加工孔和对已有孔进行加工两大类
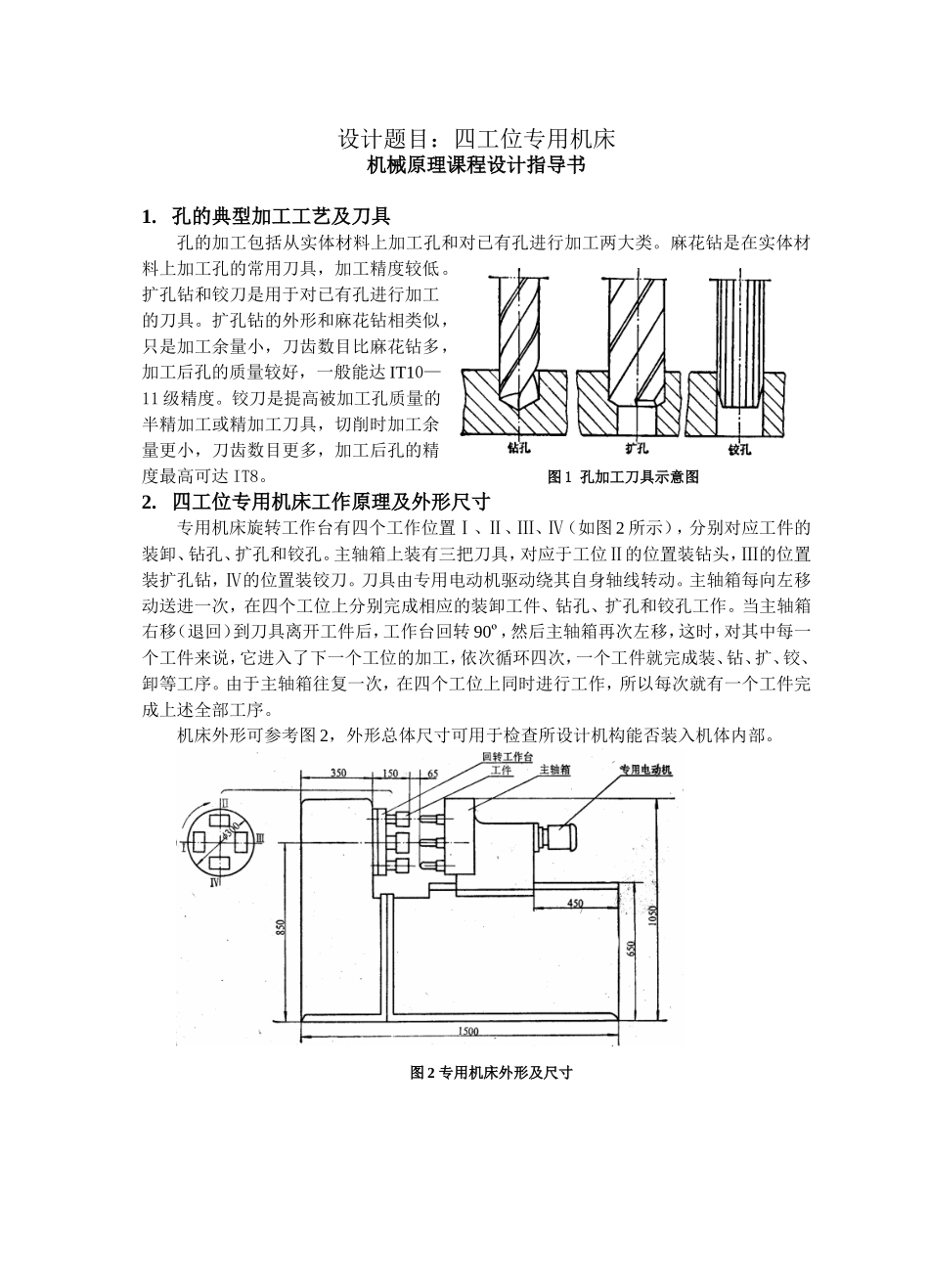
麻花钻是在实体材料上加工孔的常用刀具,加工精度较低
扩孔钻和铰刀是用于对已有孔进行加工的刀具
扩孔钻的外形和麻花钻相类似,只是加工余量小,刀齿数目比麻花钻多,加工后孔的质量较好,一般能达IT10—11级精度
铰刀是提高被加工孔质量的半精加工或精加工刀具,切削时加工余量更小,刀齿数目更多,加工后孔的精度最高可达IT8
图1孔加工刀具示意图2
四工位专用机床工作原理及外形尺寸专用机床旋转工作台有四个工作位置Ⅰ、Ⅱ、Ⅲ、Ⅳ(如图2所示),分别对应工件的装卸、钻孔、扩孔和铰孔
主轴箱上装有三把刀具,对应于工位Ⅱ的位置装钻头,Ⅲ的位置装扩孔钻,Ⅳ的位置装铰刀
刀具由专用电动机驱动绕其自身轴线转动
主轴箱每向左移动送进一次,在四个工位上分别完成相应的装卸工件、钻孔、扩孔和铰孔工作
当主轴箱右移(退回)到刀具离开工件后,工作台回转90º,然后主轴箱再次左移,这时,对其中每一个工件来说,它进入了下一个工位的加工,依次循环四次,一个工件就完成装、钻、扩、铰、卸等工序
由于主轴箱往复一次,在四个工位上同时进行工作,所以每次就有一个工件完成上述全部工序
机床外形可参考图2,外形总体尺寸可用于检查所设计机构能否装入机体内部
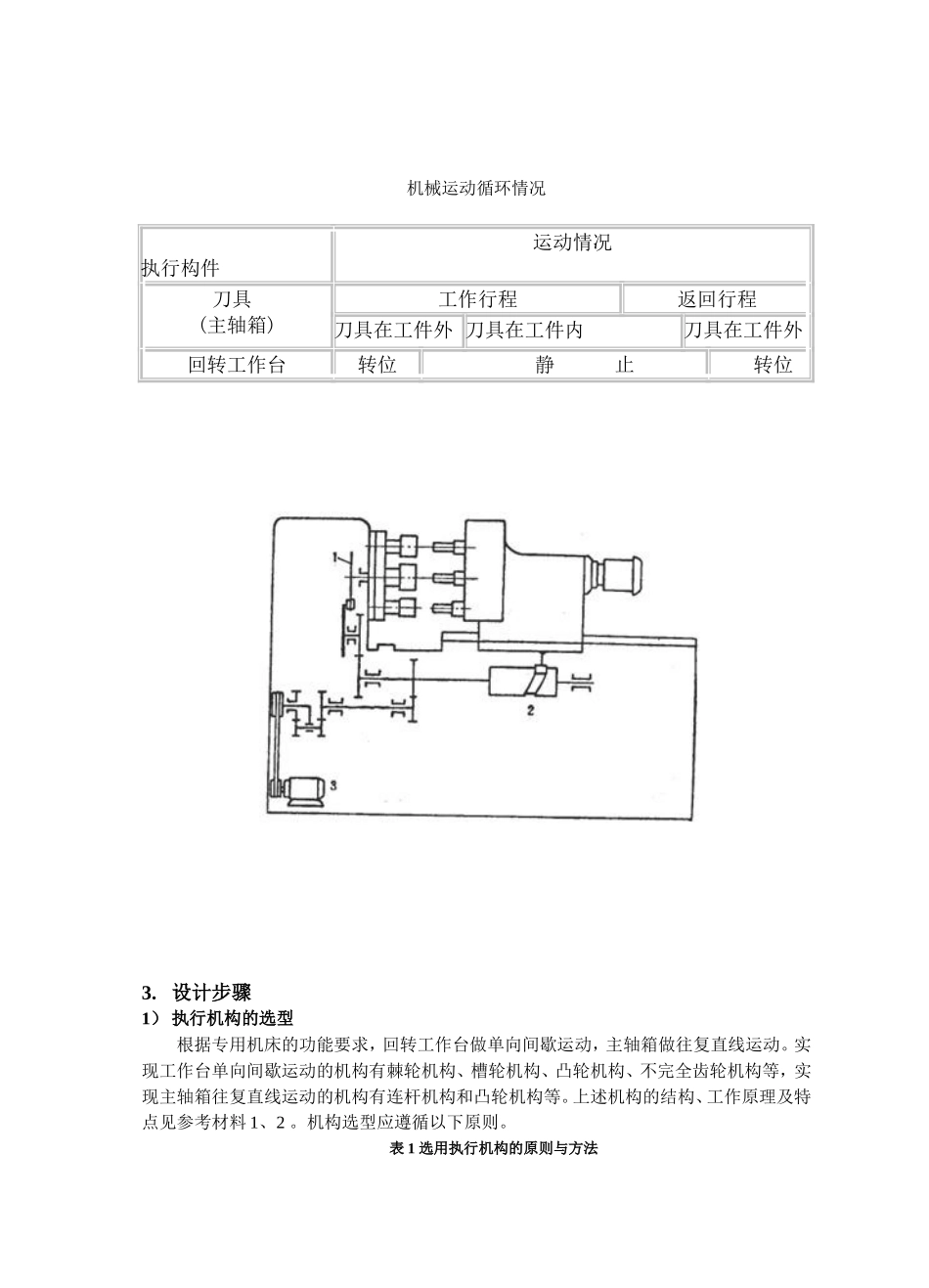
图2专用机床外形及尺寸机械运动循环情况执行构件运动情况刀具(主轴箱)工作行程返回行程刀具在工件外刀具在工件内刀具在工件外回转工作台转位静止转位3
设计步骤1)执行机构的选型根据专用机床的功能要求,回转工作台做单向间歇运动,主轴箱做往复直线运动
实现工作台单向间歇运动的机构有棘轮机构、槽轮机构、凸轮机构、不完全齿轮机构等,实现主轴箱往复直线运动的机构有连杆机构和凸轮机构等
上述机构的结构、工作原理及特点见参考材料1、2
机构选型应遵循以下原则