热轧带钢卷取卷形的控制陈龙夫(宝钢股份不锈钢分公司热轧厂)摘要针对热轧带钢卷取成形过程中产生的卷形问题,从工艺过程和模型控制过程对各种形态的塔形产生的机理进行了分析;简述了卷取塔形产生的原因及采取的措施,从而改善钢卷卷形,提高成材率和经济效益
前言卷形是卷取区域最重要的质量问题,从生产和销售情况来看,塔形钢卷能产生以下问题:(1)在生产线的步进梁上,严重的塔形造成钢卷对中困难和重心偏离,容易造成步进梁运输过程中的翻卷事故;(2)在吊运过程中,内圈及外圈的塔形也为夹具的吊运带来了不便,轻则引起钢卷的边损(夹具对突出的带钢边部造成的刮伤),重则造成夹具无法正常夹取(突出的带钢边部造成夹具无法接触钢卷内圈);(3)较大的塔形钢卷不易装运,还会造成打包带断裂,形成松卷;(4)如果塔形钢卷用精整机组重卷,增加成本;2
卷形不良的类型及形成原因2
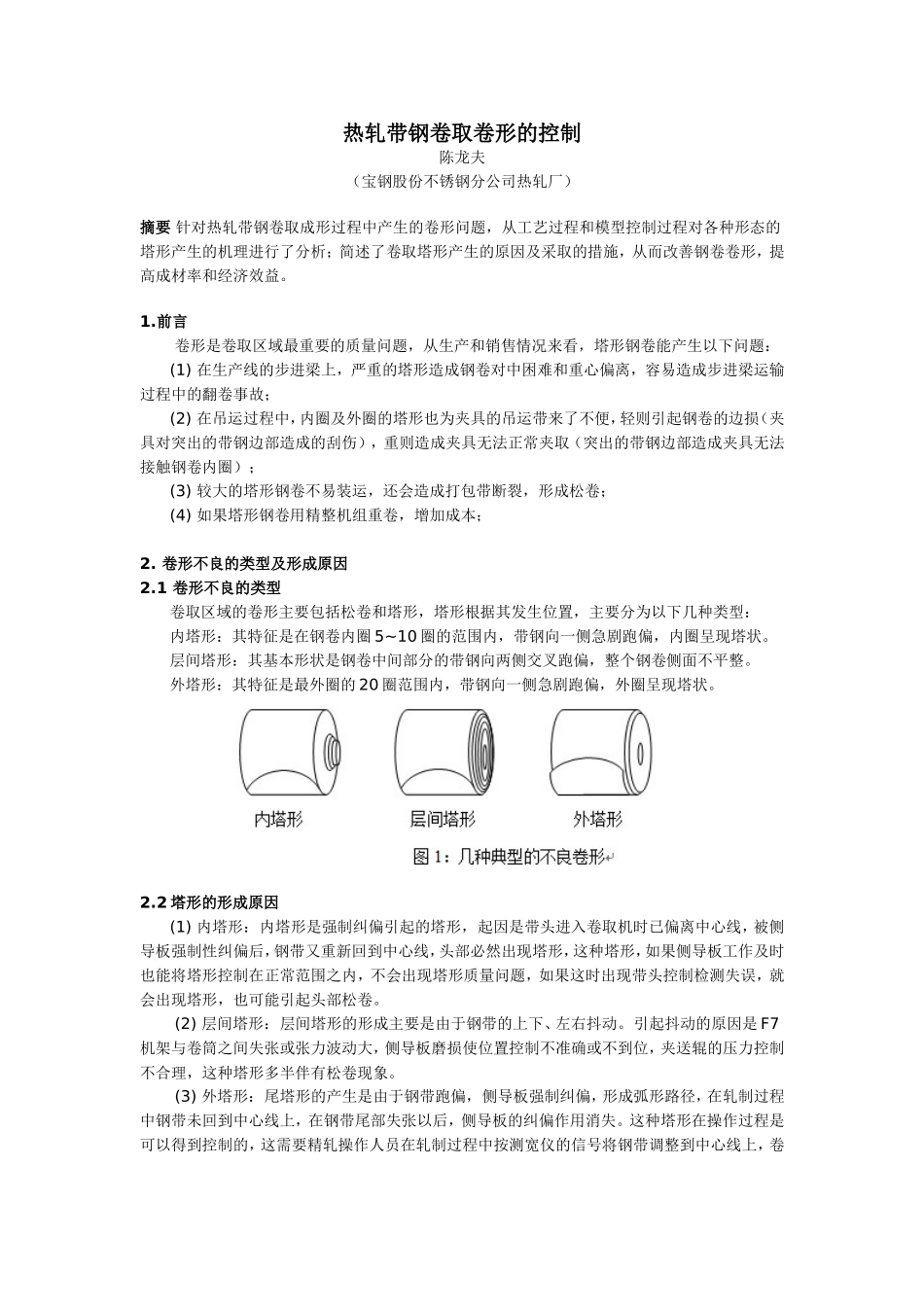
1卷形不良的类型卷取区域的卷形主要包括松卷和塔形,塔形根据其发生位置,主要分为以下几种类型:内塔形:其特征是在钢卷内圈5~10圈的范围内,带钢向一侧急剧跑偏,内圈呈现塔状
层间塔形:其基本形状是钢卷中间部分的带钢向两侧交叉跑偏,整个钢卷侧面不平整
外塔形:其特征是最外圈的20圈范围内,带钢向一侧急剧跑偏,外圈呈现塔状
2塔形的形成原因(1)内塔形:内塔形是强制纠偏引起的塔形,起因是带头进入卷取机时已偏离中心线,被侧导板强制性纠偏后,钢带又重新回到中心线,头部必然出现塔形,这种塔形,如果侧导板工作及时也能将塔形控制在正常范围之内,不会出现塔形质量问题,如果这时出现带头控制检测失误,就会出现塔形,也可能引起头部松卷
(2)层间塔形:层间塔形的形成主要是由于钢带的上下、左右抖动
引起抖动的原因是F7机架与卷筒之间失张或张力波动大,侧导板磨损使位置控制不准确或不到位,夹送辊的压力控制不合理,这种塔形多半伴有松卷现象
(3)外塔形:尾塔形的产生