塑料制品不良原因之判定及处理方法1
成品黏模(脱模困难)3
成品内有气孔5
银纹、气疮7
毛边、彼锋8
成品表面光泽不良11
开模时或顶出时成品破裂塑料成形产品,原则上都是依据标准规格要求制造
但无论如何它的变化仍是相当广泛的
有时当生产很顺利进行时会突然产生缩水变形,有裂痕、银纹,或其它缺陷等无法接受的产品
在生产时就要从成品发生的问题,来了解判断问题点所在,这是一种专门性技术及经验的累积
如果我们把成品上的缺失,涵盖在四个主要因素当中,那就是原料,模具、成型机及成形条件(如表一所列四项)
有时变更操作条件,或模具、机器方面稍做调整,以及过滤所使用的原料,就可以解决问题所在
本章就逐一列举成品可能发生的问题,并加以探讨解决之道
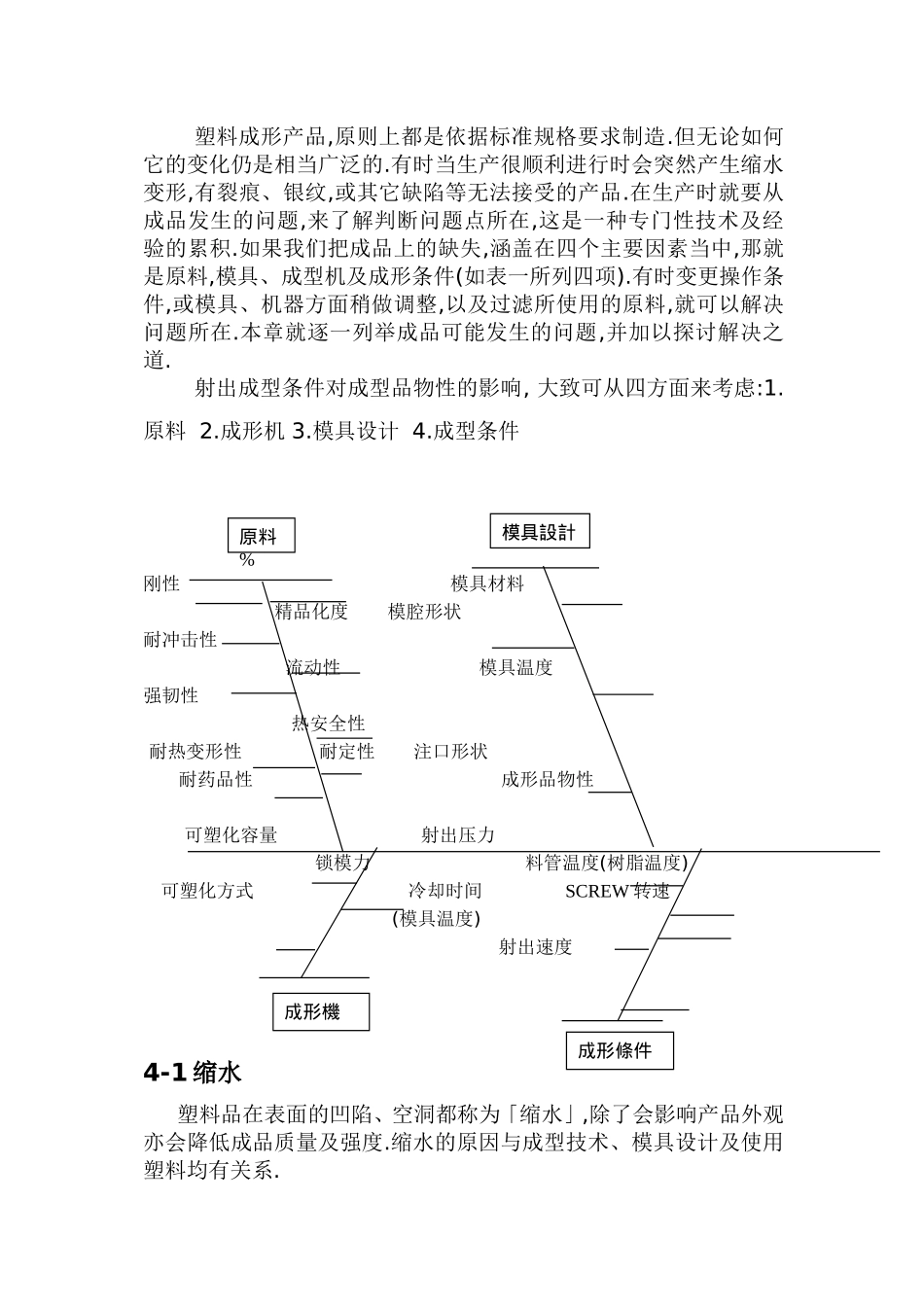
射出成型条件对成型品物性的影响,大致可从四方面来考虑:1
成型条件刚性模具材料精品化度模腔形状耐冲击性流动性模具温度强韧性热安全性耐热变形性耐定性注口形状耐药品性成形品物性可塑化容量射出压力锁模力料管温度(树脂温度)可塑化方式冷却时间SCREW转速(模具温度)射出速度4-1缩水塑料品在表面的凹陷、空洞都称为「缩水」,除了会影响产品外观亦会降低成品质量及强度
缩水的原因与成型技术、模具设计及使用塑料均有关系
原料%模具設計成形機成形條件塑料:不同塑料原料的缩水率,表一参考数据
通常易缩水的原料都属于结晶性的,如尼龙、百折胶等等
在射出过程中,结晶性塑料受热成流体状态,分子呈无规则排列;当射入较冷的模腔时,塑料分子便慢慢整齐排列形成结晶,结果体积缩小小于规定尺寸范围,就是所谓的“缩水”
表二:各种塑料的缩水率代号塑胶原料缩水率%GPPS普通级苯乙烯、硬胶0
4HIPS不碎级苯乙烯、不碎硬胶0
4SANAS胶0
2ABS聚丙烯胶、丁二烯、苯乙烯0