浙江永华紧固件有限公司文件编号:YH/C-ZZ-006-2008版本:A/1生效日期:2008年3月1日页次:1/3一、目的:使操作者正确安装拉拨工具及调试过程的控制,从而为安全、保质、高效地组织生产,提供基本保障
二、适用范围:本作业指导书适用公司线材拉拨所涉及的拉拨安装、调试等基本要求及作业过程的控制
三、作业程序1、作业人员上班前应当穿戴好劳保用品,做好生产准备工作
2、准备好工具、量具
3、抽线模按要求外购、自制或返修
4、抽线模使用前要检查孔径与生产指令要求的线径尺寸是否一致
返修眼模还要检查是否光亮,模口角度是否符合要求,确保合格后才能使用
5、安装后的眼模中心轴线要与线弧顶点相切
6、以线径尺寸确定眼模数,尺寸小模数多,尺寸大模数少
7、粗抽线平均减面率以22-28%为宜
8、凡退火线材在退火以前的减面率必须避开6-15%的临界变形度
9、以眼模数确定平均减面率,平均减面率只作设置眼模参考用,在一定范围内可上下浮动
浙江永华紧固件有限公司文件编号:YH/C-ZZ-006-2008版本:A/1生效日期:2008年3月1日页次:2/3Tr---平均减面率Tr---[1-(dn/d0)n/2]*100%说明:d0---原始线径dn---半成品线径n---线材经过的眼模数10、以平均减面率,原始线径或半成品线径确定上(下)眼模线径:dm=(1-Tr)m/2d0或者dm—正数或逆数第m个眼模线径dm=dn/((1-Tr)m/2m—眼模位数11、抽线机速度之确定V1<V2<V3……既从第一线弧起速度逐渐加快,主要根据设备现有状况作相应调12、半成品线椭圆度:±0
13、为精线所留余量控制在8-15%减面率
14、采用代用料生产须下临时工艺,临时工艺一次有效
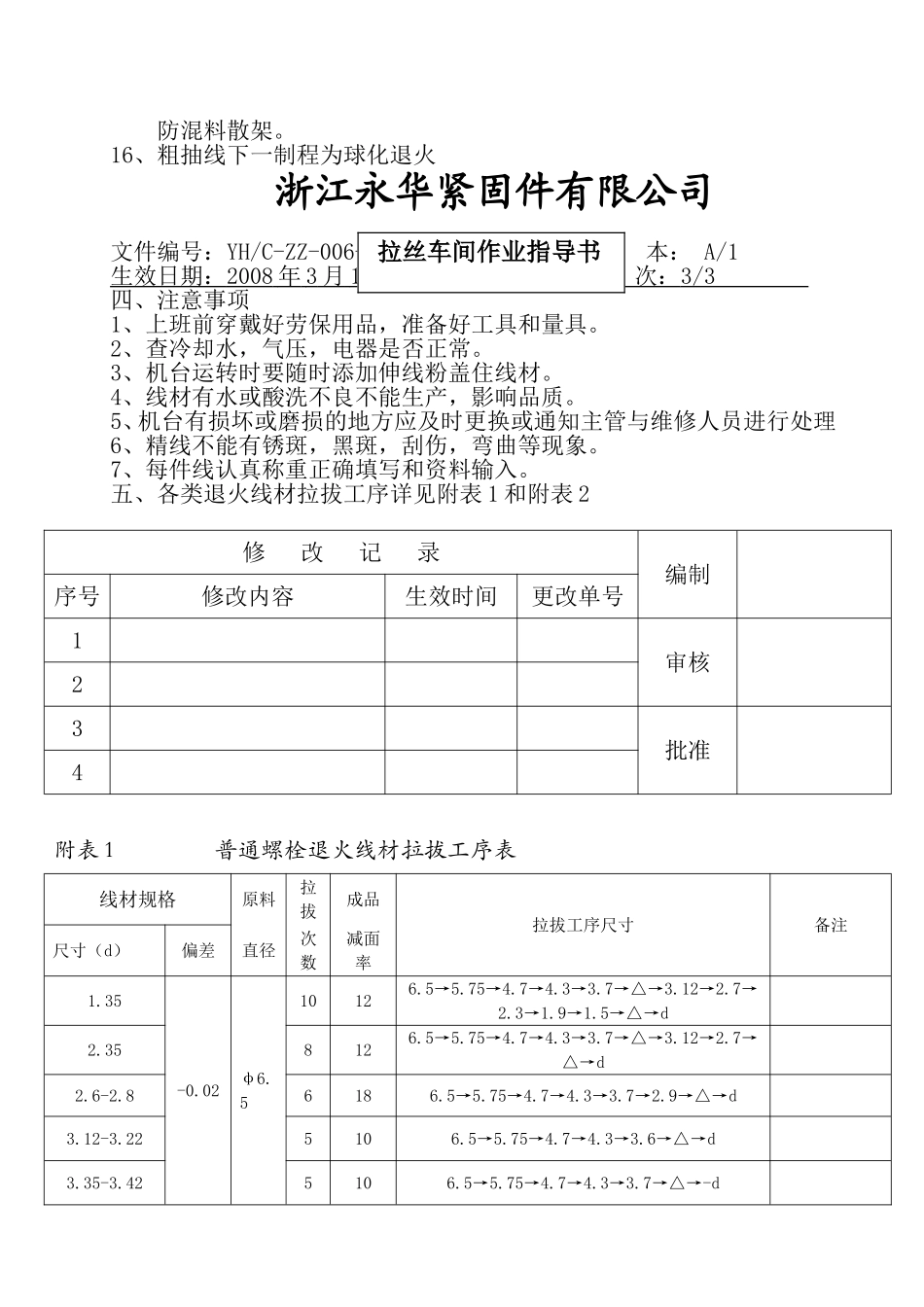
15、因换规格未用完之盘圆需挂原钢厂标识铁牌按指定区域扎紧位置,以拉丝车间作业指导书拉丝车间作业指导书防混料散