湿型砂的配方是怎样定出的
■清华大学于震宗一
前言要想生产出优良品质的湿砂型铸件,必须使用优秀性能的湿型砂
湿型砂性能的获得,除了要使用优质的原材料和良好的混制工艺以外,还需要有一个合理的配方
同一种造型方法、同一种类型铸件和同样的品质要求,国内外的湿型砂性能要求是基本类似的,可以互相参考借鉴
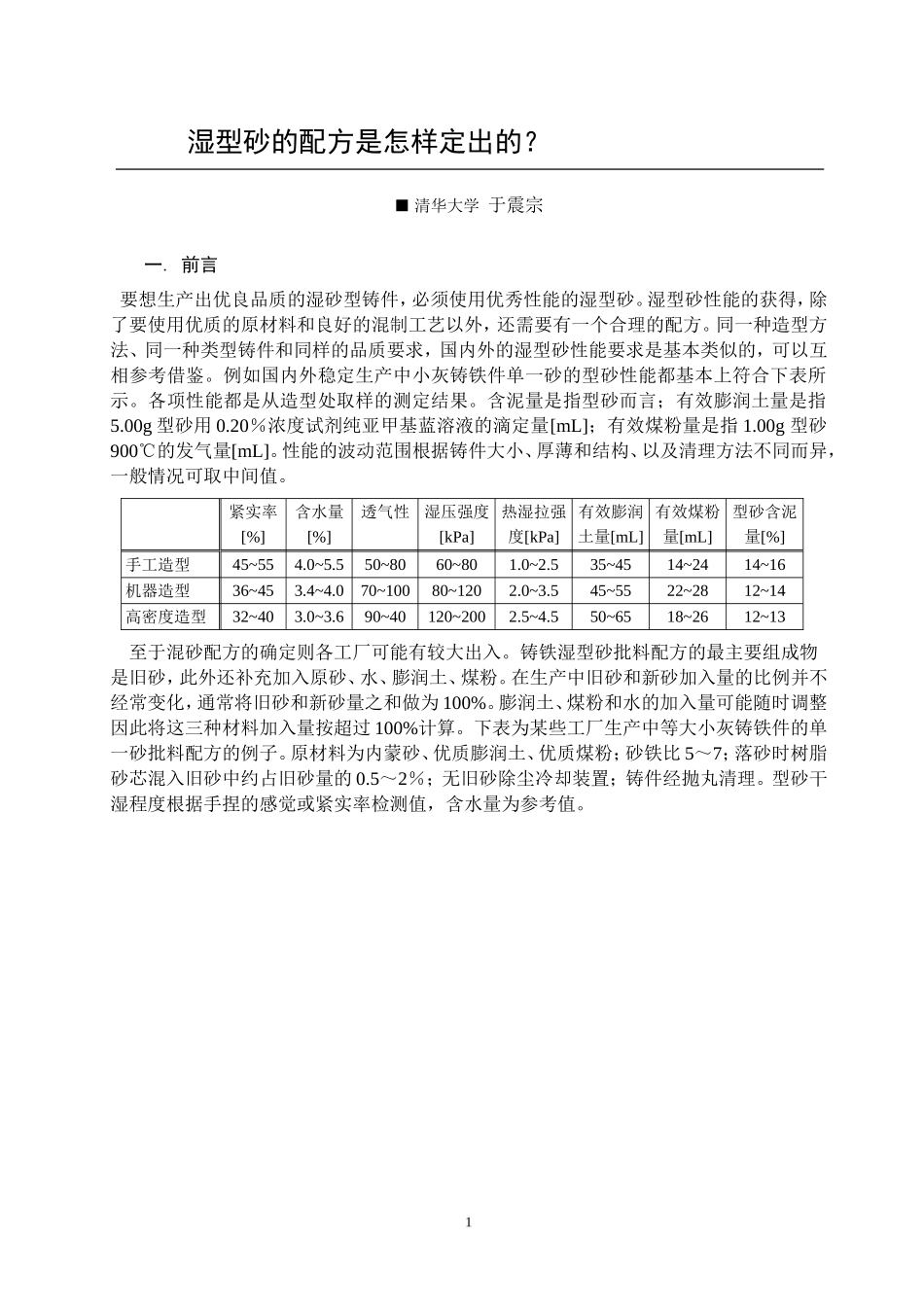
例如国内外稳定生产中小灰铸铁件单一砂的型砂性能都基本上符合下表所示
各项性能都是从造型处取样的测定结果
含泥量是指型砂而言;有效膨润土量是指5
00g型砂用0
20%浓度试剂纯亚甲基蓝溶液的滴定量[mL];有效煤粉量是指1
00g型砂900℃的发气量[mL]
性能的波动范围根据铸件大小、厚薄和结构、以及清理方法不同而异,一般情况可取中间值
紧实率[%]含水量[%]透气性湿压强度[kPa]热湿拉强度[kPa]有效膨润土量[mL]有效煤粉量[mL]型砂含泥量[%]手工造型45~554
550~8060~801
535~4514~2414~16机器造型36~453
070~10080~1202
545~5522~2812~14高密度造型32~403
690~40120~2002
550~6518~2612~13至于混砂配方的确定则各工厂可能有较大出入
铸铁湿型砂批料配方的最主要组成物是旧砂,此外还补充加入原砂、水、膨润土、煤粉
在生产中旧砂和新砂加入量的比例并不经常变化,通常将旧砂和新砂量之和做为100%
膨润土、煤粉和水的加入量可能随时调整因此将这三种材料加入量按超过100%计算
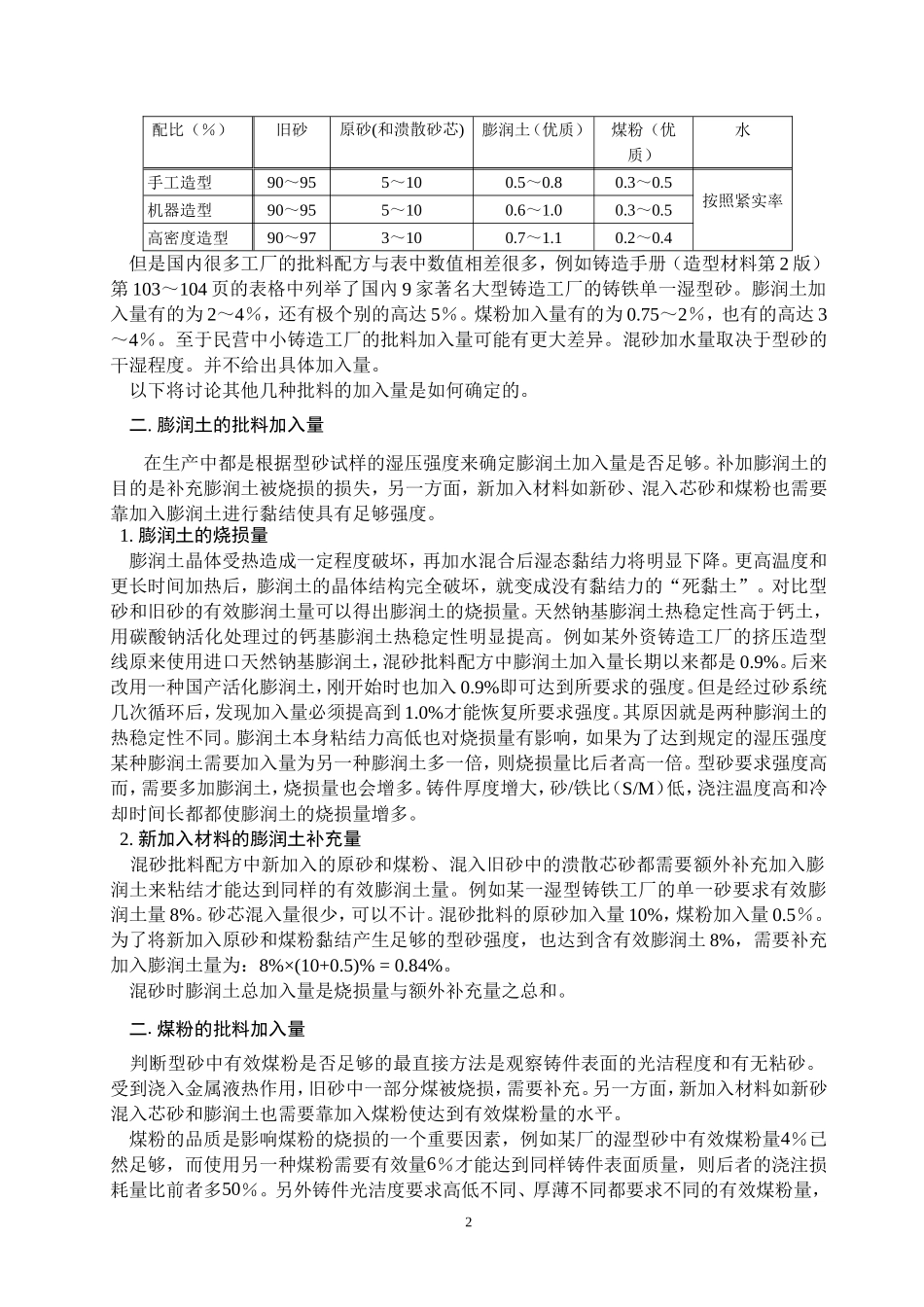
下表为某些工厂生产中等大小灰铸铁件的单一砂批料配方的例子
原材料为内蒙砂、优质膨润土、优质煤粉;砂铁比5~7;落砂时树脂砂芯混入旧砂中约占旧砂量的0
5~2%;无旧砂除尘冷却装置;铸件经抛丸清理
型砂干湿程度根据手捏的感觉或紧实率检测值,含水量为参考值