左右车削法车梯形螺纹第1页共10页左右车削法车梯形螺纹【摘要】梯形螺纹用来准确传递运动和动力故对精度要求较高,本人结合多年在工厂一线机加工的实际经验在文中详细论述梯形螺纹车削过程中车刀的刃磨要求、工件的装夹、车刀的装夹和机床的调整以及如何使用数学的等方法在车削中保证梯形螺纹粗加工余量的快速去除和精加工余量的有效预留,从而高效地车削出高质量的梯形螺纹
【关键词】左右车削法梯形螺纹技法梯形螺纹是螺纹的一种,是最常用的传动螺纹
牙型为等腰梯形,牙型角为30
内外螺纹以锥面贴紧不易松动
与矩形螺纹相比,传动效率略低,但工艺性好,牙根强度高,对中性好,得到广泛的应用,因此掌握高效、高质量的车削梯形螺纹的方法具有重要的实际意义
我国标准规定30°梯形螺纹代号用“Tr”及公称直径×螺距表示,左旋螺纹需在尺寸规格之后加注“LH”,右旋则不注出
例如Tr36×6;Tr44×8LH等
梯形螺纹一般作传动用,可以传递准确的运动和动力,所以精度要求比较高,例如车床上的长丝杠和中、小滑板的丝杆等,而且其精度直接影响传动精度和被加工零件的尺寸精度
梯形螺纹的工件广泛的被用在各种机床上,其螺距和牙型都大,而且精度高,牙型两侧面表面粗糙度值较小,致使梯形螺纹车削时,吃刀深,走刀快,切削余量大,切削抗力大
这就导致了梯形螺纹的车削加工难度较大,初学者操作容易产生扎刀现象,很多操作者都在快速的去除粗加工余量和预留精加工余量的问题上有较大困难,在工厂实际中加工速度太慢导致生产效率低下甚至加工精度不行导致过高的废品率
在多年的工厂一线机加工的通过不断的摸索、总结、完善,对实际车削方法有了自己的一套总结,在此谈谈左右车削法车削梯形螺纹时的几点心得体会
第2页共10页一、梯形螺纹车刀的刃磨要求
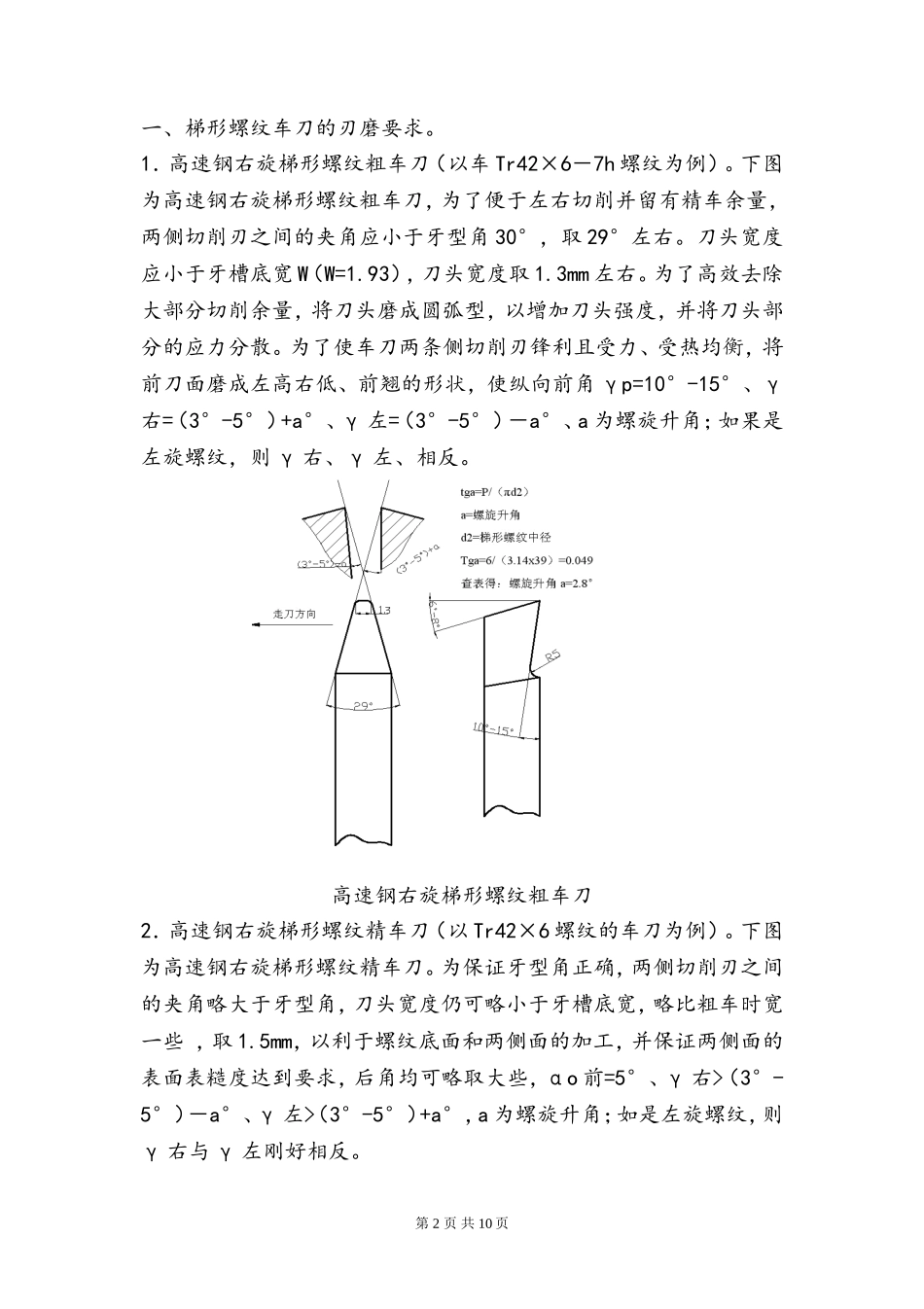
1.高速钢右旋梯形螺纹粗车刀(以车Tr42×6-7h螺纹为例)
下图为高速钢右旋梯形螺纹粗车刀,为了便于左右切削并留有精车余