现场安装施工方法及技术措施本工程的现场安装工作主要是指桁架的安装,方管柱、方管梁、钢檩条和涂装等施工其间穿插
1桁架现场安装施工方法及技术措施1
1桁架的现场拼装1
1桁架的现场拼装思路本工程桁架安装时必须按安装的工况要求对桁架进行整体和分段的拼装,桁架的现场拼装主要和工厂内预拼装思路一样
按安装的要求进行“整体拼装,分段点焊,小段满焊”;或全部整榀拼装固定
针对本工程的实际情况和场地特点,本工程拟采用两台吊车吊装,拼装方法确定为:分段进场,地面拼装
分段拼装时,中间分段拼装时由于吊车吊不到,可能要采用到移动式小龙门架,根据现场实际情况确定
由于桁架拼装精度受拼装环境,胎架适用性及温度变化等多方面的影响,而桁架拼装的质量将直接影响到整个工程的质量,因此如何做好桁架的现场拼装工作是本工程实施的重点
拼装主要在胎架上进行,保证胎架的精度是保证拼装精度的关键,拼装胎架杆件布置必需通过计算机进行相对位置放样,并测量复合胎架各支撑控制点的相对位置,确定无误后才开始构件拼装
拼装杆件长度、位置要预先考虑焊接收缩量
胎架的设计要考虑有调节机构,保证有一定的精确定位调节能力,严格的按标准规范要求对拼装过程精度进行控制
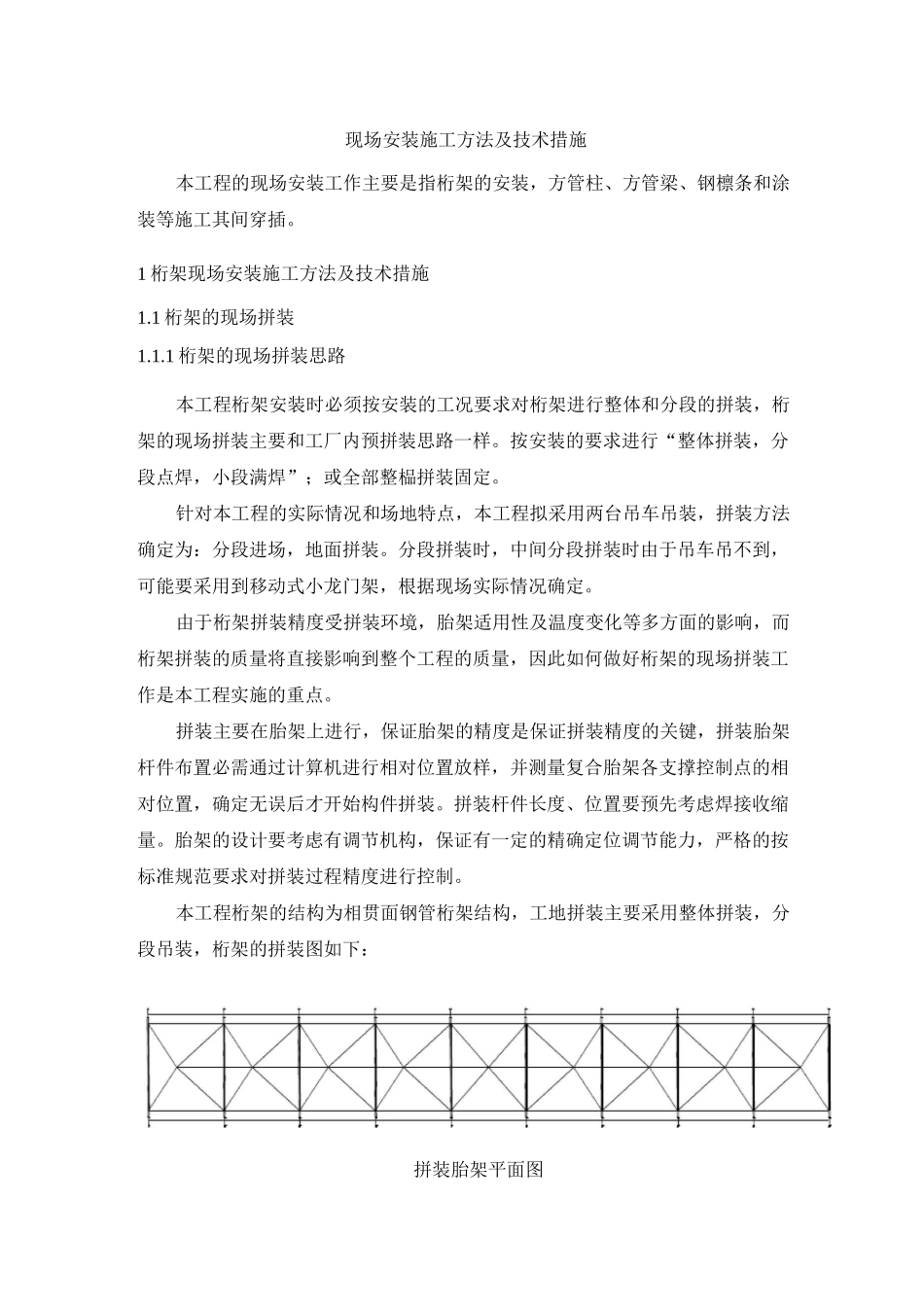
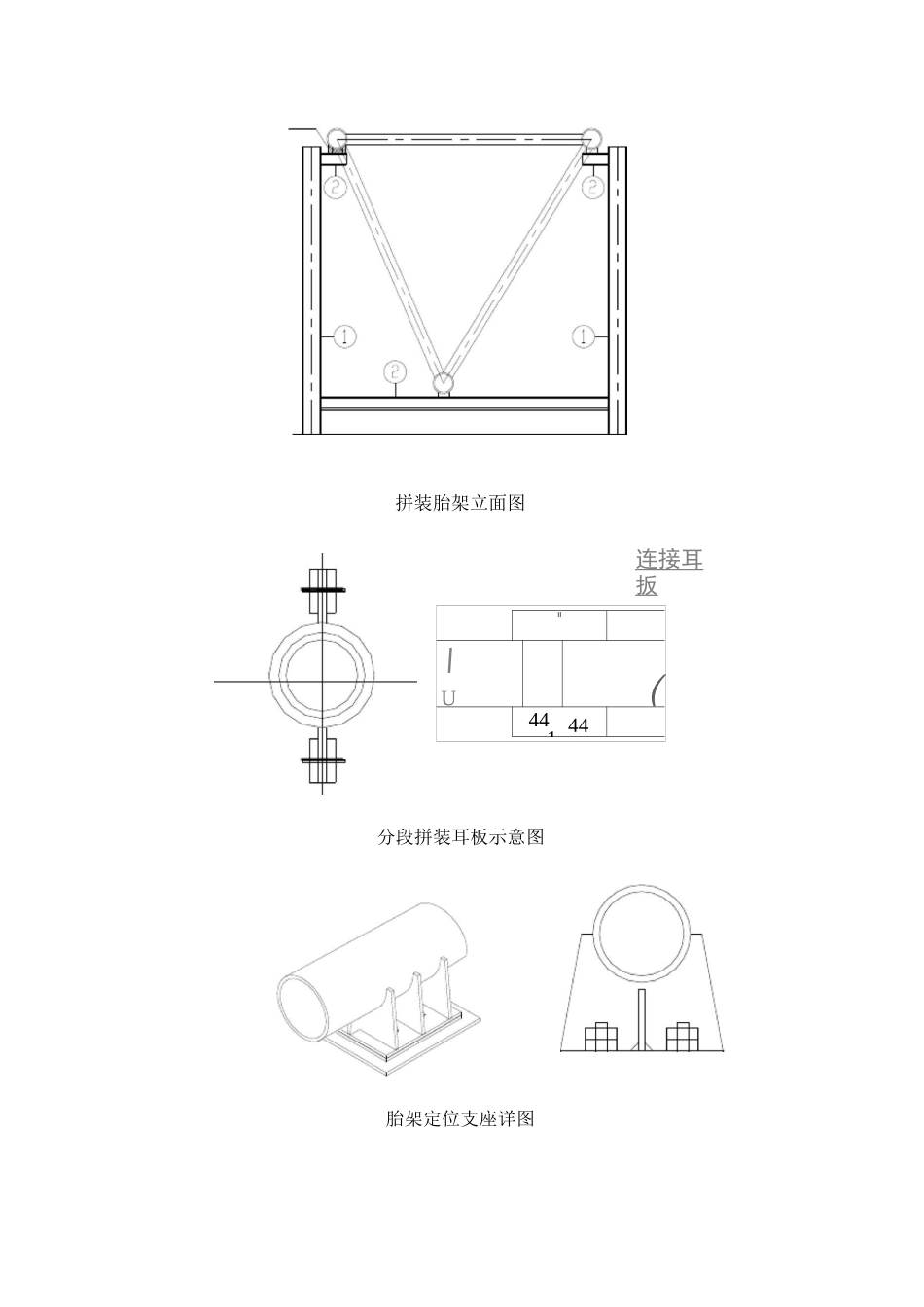
本工程桁架的结构为相贯面钢管桁架结构,工地拼装主要采用整体拼装,分段吊装,桁架的拼装图如下:拼装胎架平面图拼装胎架立面图连接耳扳II\U(44144分段拼装耳板示意图胎架定位支座详图根据胎架图组装,上、下弦主杆应可进行上、下、左、右调节和固定
水平及侧向腹杆可在调整过程中逐步就位
调整时先用激光经纬仪辅以钢卷尺调整并固定平面投影坐标位置,然后用水准仪按坐标高低控制调整各控制节点的高差,然后用划线、定位模板、及相贯面确定节点位置,如此反复调整每个控制节点至准确后,再进行点焊固定,待点焊定位节点复核正确后即可正式施焊(调整节点坐标时,应考虑焊接变形的影响)
组装时先定位桁架上