1数控弯管工艺设计——刘美圆江西福事特液压有限公司摘要:本文主要介绍了钢管弯管加工的操作方法与加工工艺的设计计算方法
通过举例说明了一般平面性加工的简易计算方法,同时也给出了一些复杂空间弯管的通用计算方法
关键词:钢管总成、钢管弯制、工艺参数计算钢管总成最基本的组成部分就是钢管,钢管的的形状可以是千奇百态
根据安装位置的不同,钢管的走向不同,钢管的形状都不一样,但钢管一旦弯制完成,其形状基本保持不变
相对软管来讲,其具有美观、稳定、高寿命、价低等优点,但也有可互换性差、制造尺寸难控制等缺陷
目前,大多数的数控弯管设备已经能够提供足够精确的弯管制造,制造主要由参数计算工艺设计来控制
对于不同的弯管设备,其工艺设计的基本原理和计算方法应该大同小异,下面根据我们公司的数控弯管机,对钢管弯制工艺设计与计算做简单论述
在弯管之前,一根钢管的状态为直管,弯制的尺寸只能是在弯制前去控制,弯好之后再去调整将是件很困难的事
弯管后钢管总成的准确性,主要取决于设备的精度与加工工艺的计算准确性
设备的精度在厂家就已经确定了,工艺的计算就显的优为重要
以下分别介绍设备的基本操作与工艺计算的方法
1.介绍钢管弯制基本操作1.1长度定位长度定位一般采用两种方法定位,1)最简单的方法就是直接在钢管上划线定位(比较适合批量较小)操作:弯制前按计算出来的直段尺寸在钢管上划线,然后根据划线来装夹钢管弯制即可
2)另一种方法就是使用定位块(适合批量生产)操作:�根据用料量L0等定出A0�根据A0依次定出A、B、C、⋯⋯等各定位块A0:A0≥L0+LZ最后一个直段长度(LZ指定位块与弯模中心最小距离)L0:整根零件的用料量A:第一个弯曲起始点距端点距离B:第二个弯曲起始点距端点距离C:第三个弯曲起始点距端点距离图12⋯⋯1.2角度定位在每个角度弯制前,旋转卡盘达到需要的角度即可
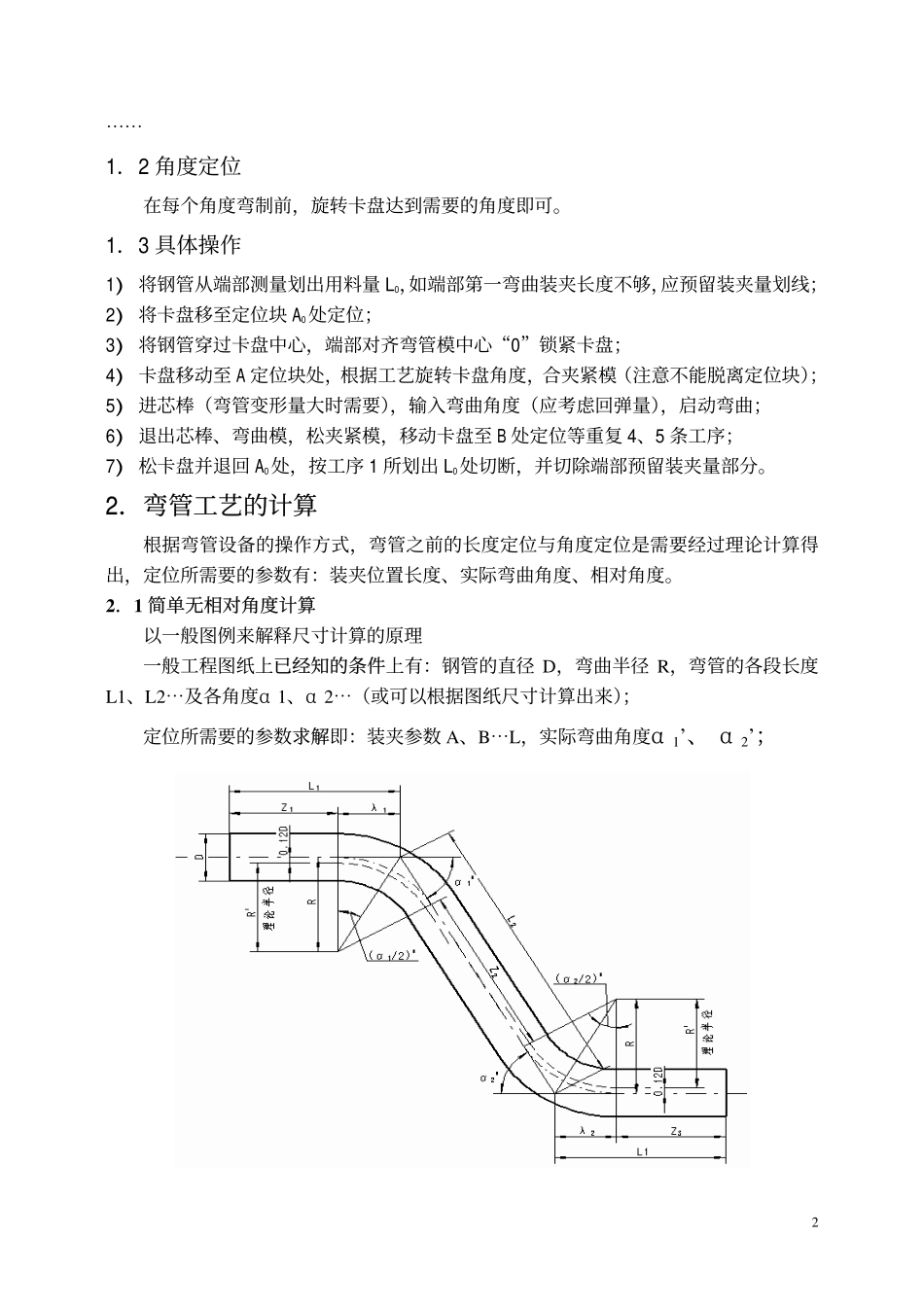
1.3具体操作1)将钢管从端部测量