磨粉机气动控制系统的修理与简化作者:云南宏程公司杨正明自90年代以来我国新建和改造的面粉厂都采用了气压磨粉机,气压磨粉机具有许多优点,但在实际使用过程中,也存在着不少问题
我们协助昆明面粉厂,对原西蒙公司的气压磨粉机气控系统进行了简化,现将具体做法介绍如下,以便同行借鉴和商榷:一、磨粉机气动控制系统存在的问题气压控制系统过于复杂,不容易判断故障出现的部位
从磨粉机气控原理图上分析,它具有六种工作状态(气控图省略)A、致动器放松,磨辊合闸,供料继续
B、致动器压紧,磨辊开闸,供料停止
C、手控不研磨,磨辊开闸,供料停止
D、手控不研磨,磨辊开闸,供料继续
E、手控研磨,磨辊合闸,供料继续
F、遥控磨辊开闸,供料继续或供料停止
以上六种工作状态,由二个气控开关、一个二位五通、一个二位三通等气控元件组合,通过变换开关的档位,而实现以上不同的气路工作状态
也就是说一张气控原理图,演变成六张不同工作状态的气控原理图
不同的工作状态,气路的通道相应就改变,要仔细分析,尤如进入迷宫,很难分析清楚
二、气路容易阻塞
虽然各个生产厂家对进入磨粉机的高压空气都进行了油水过滤与净化,但是很难保证高压空气的纯净
而气控系统中的各种气控元件内部的孔径都是很小的,至使被油污阻塞,变成了减压阀
即在进入磨粉机前的高压空气压力很高,但通过各种气控元件后到达气缸时压力变得很低,至使磨辊夹不紧或者是夹紧的动作很迟缓
实际上气缸的工作压力在2-4巴内,也能把磨辊夹紧
三、气控系统的维修费用相当高
由于气控元件阻塞后,不容易清洗或者损坏,只有更换新的气控元件,而这些气控制元件价格很高,而且不容易购买
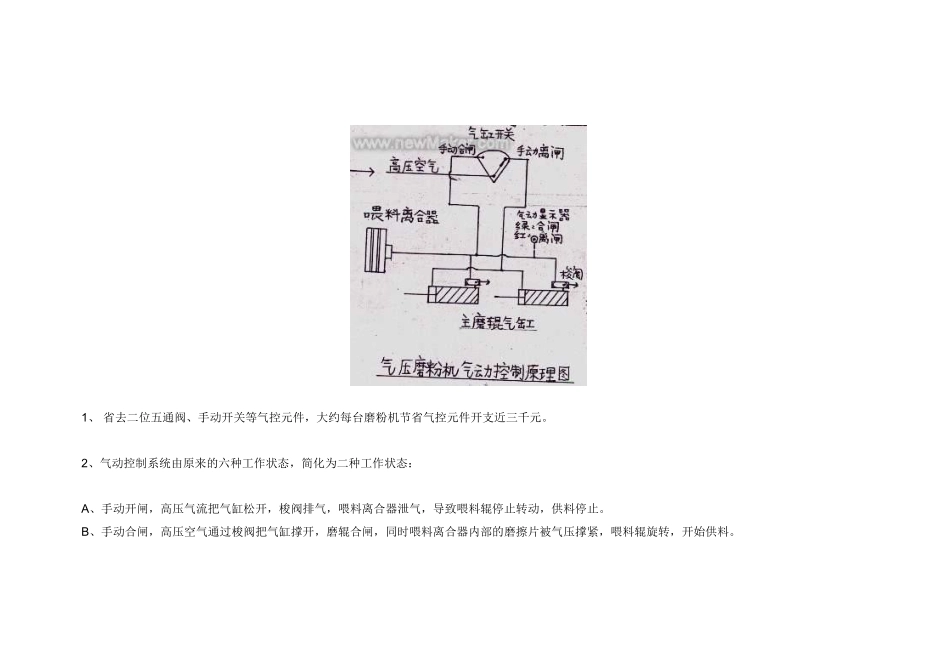
鉴于以情况,我们对昆明面粉厂的部分气压磨粉的气控系统进行了简化,如图所示:1、省去二位五通阀、手动开关等气控元件,大约每台磨粉机节省气控元件开支近三千元
2、气动控制系统由原来的六种工作状态,简化为二种工作状态:A、