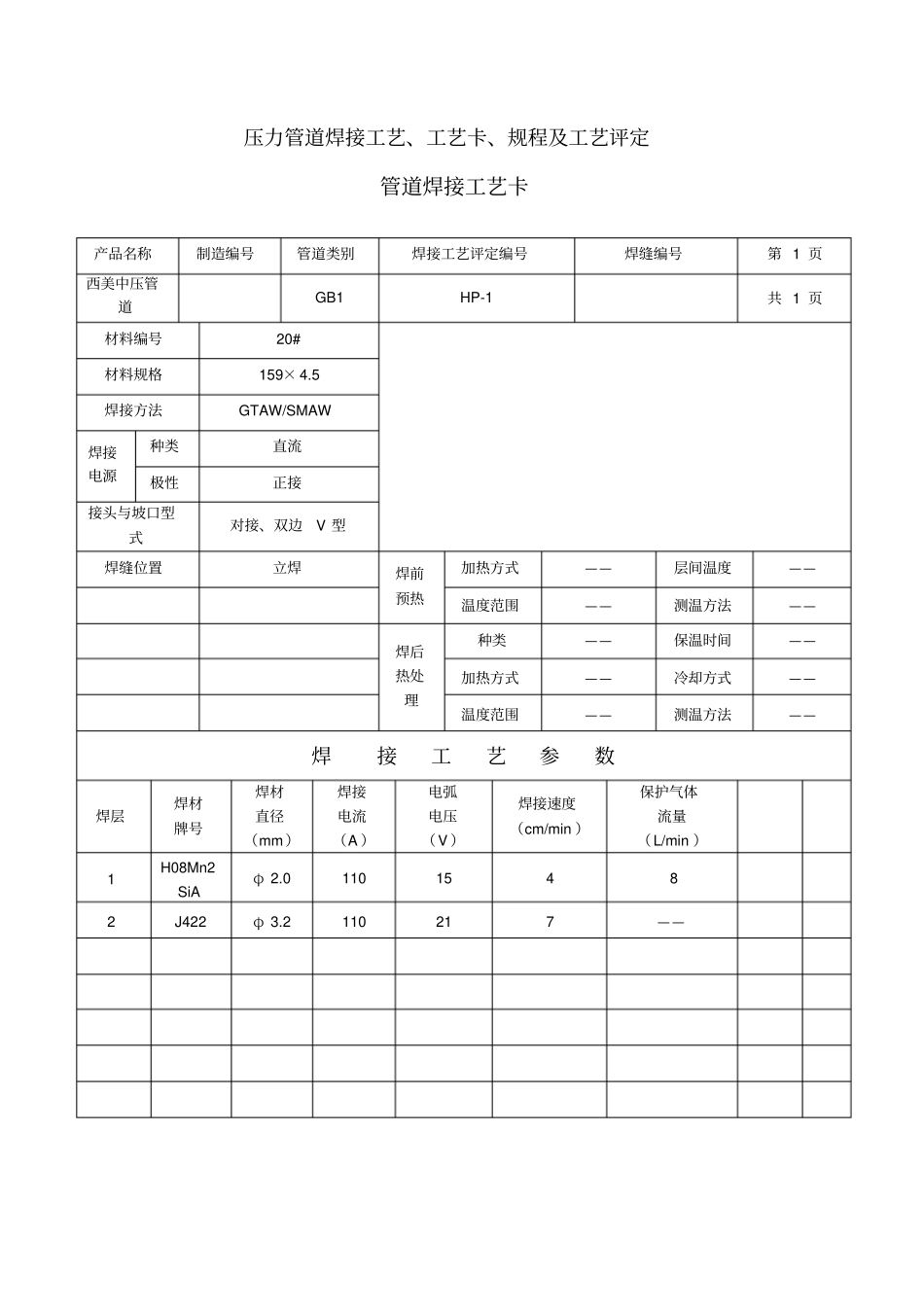
压力管道焊接工艺、工艺卡、规程及工艺评定管道焊接工艺卡产品名称制造编号管道类别焊接工艺评定编号焊缝编号第1页西美中压管道GB1HP-1共1页材料编号20#材料规格159×4
5焊接方法GTAW/SMAW焊接电源种类直流极性正接接头与坡口型式对接、双边V型焊缝位置立焊焊前预热加热方式——层间温度——温度范围——测温方法——焊后热处理种类——保温时间——加热方式——冷却方式——温度范围——测温方法——焊接工艺参数焊层焊材牌号焊材直径(mm)焊接电流(A)电弧电压(V)焊接速度(cm/min)保护气体流量(L/min)1H08Mn2SiAφ2
011015482J422φ3
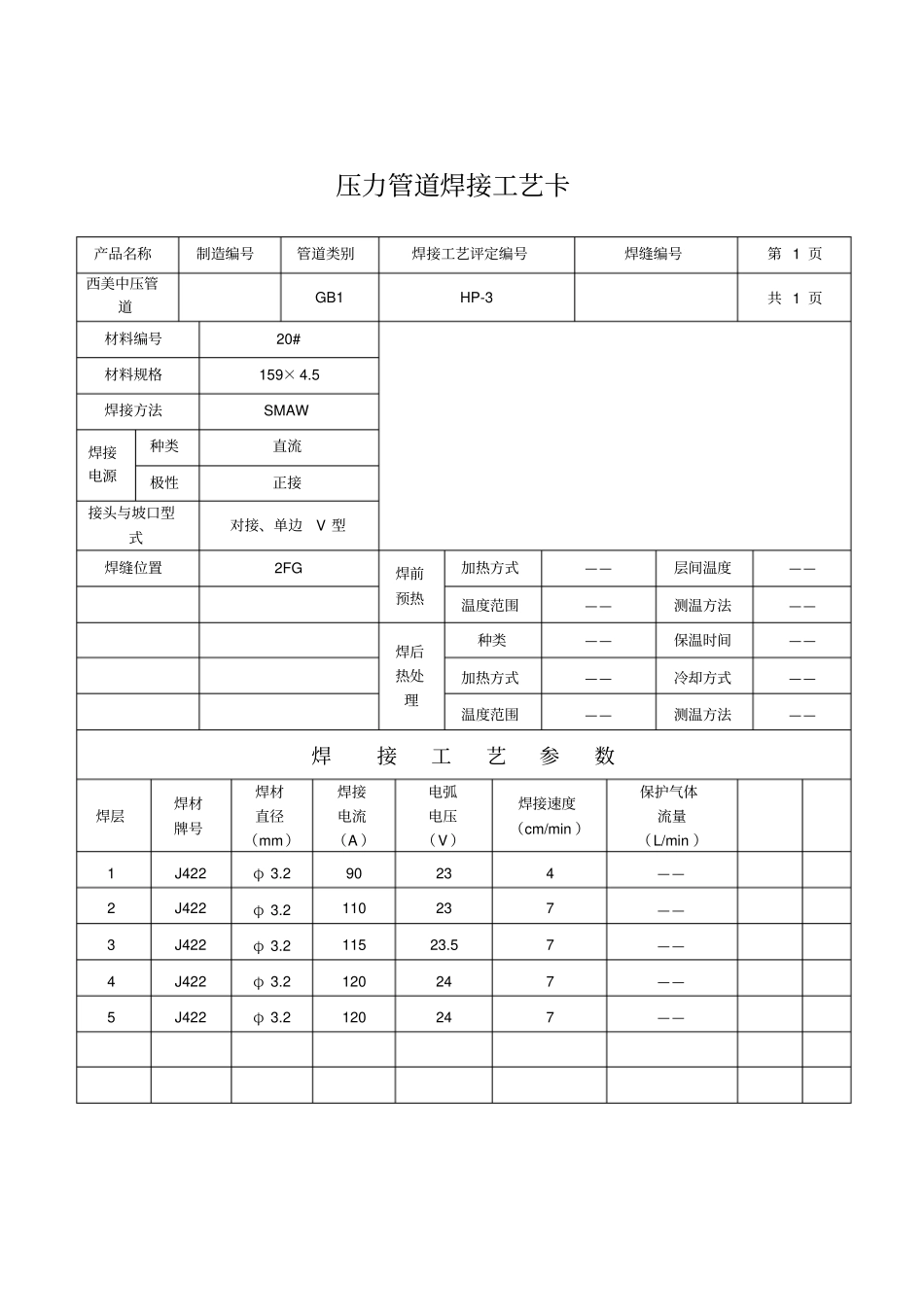
2110217——压力管道焊接工艺卡产品名称制造编号管道类别焊接工艺评定编号焊缝编号第1页西美中压管道GB1HP-3共1页材料编号20#材料规格159×4
5焊接方法SMAW焊接电源种类直流极性正接接头与坡口型式对接、单边V型焊缝位置2FG焊前预热加热方式——层间温度——温度范围——测温方法——焊后热处理种类——保温时间——加热方式——冷却方式——温度范围——测温方法——焊接工艺参数焊层焊材牌号焊材直径(mm)焊接电流(A)电弧电压(V)焊接速度(cm/min)保护气体流量(L/min)1J422φ3
290234——2J422φ3
2110237——3J422φ3
211523
57——4J422φ3
2120247——5J422φ3
2120247——1适用范围本规程适用于工业管道或公用管道中材质为碳素钢、低合金钢、耐热钢、不锈钢和异种钢等压力管道的焊条电弧焊、钨极氩弧焊以及二氧化碳气体保护焊的焊接施工
2主要编制依据2
1GB50236-98《现场设备、工业管道焊接工程施工及验收规范》;2
2GB/T20801-2006《压力管道规范-工业管道》;2
3SH3501-2001《石油化工剧毒、可燃介质管道