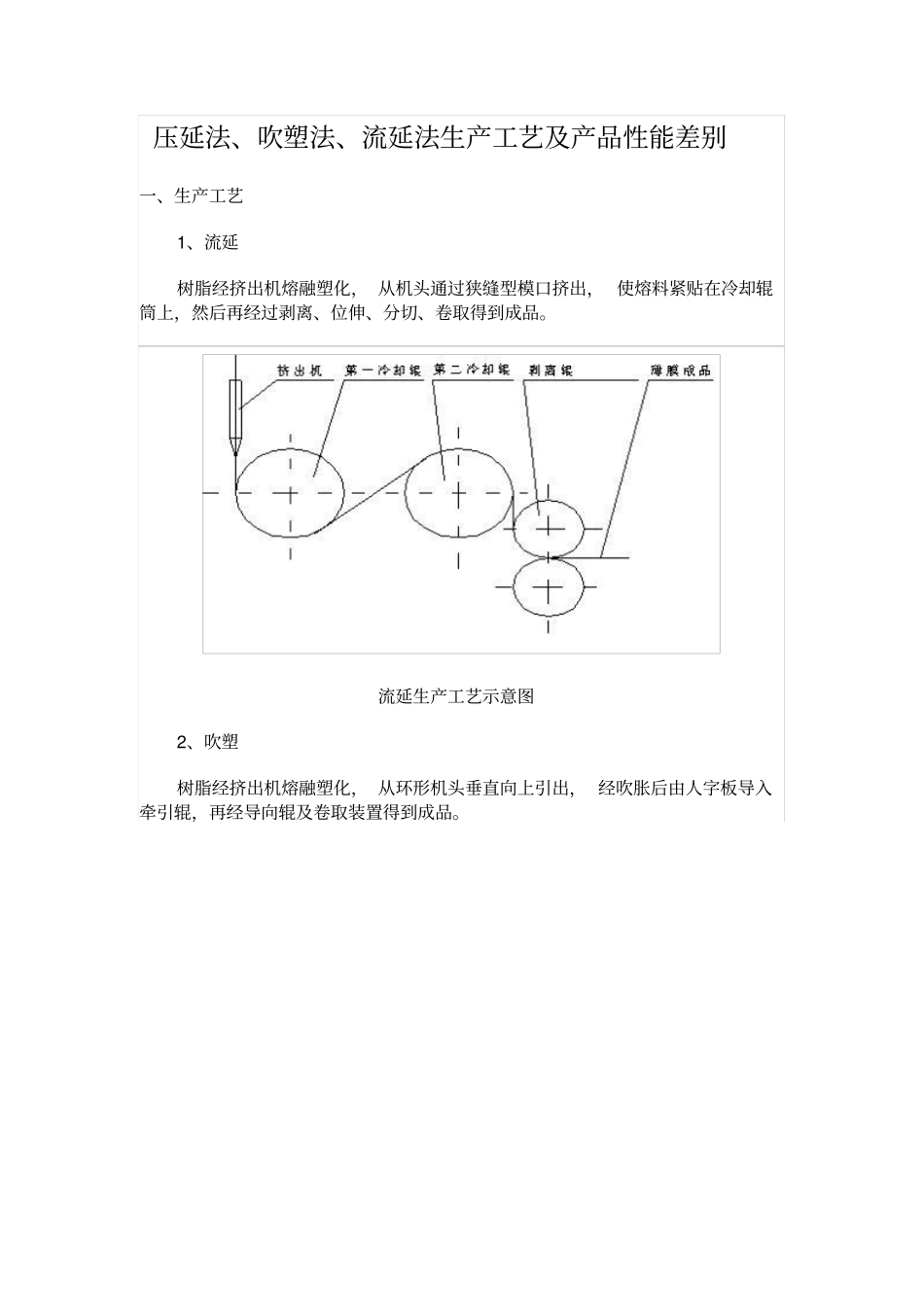
压延法、吹塑法、流延法生产工艺及产品性能差别一、生产工艺1、流延树脂经挤出机熔融塑化,从机头通过狭缝型模口挤出,使熔料紧贴在冷却辊筒上,然后再经过剥离、位伸、分切、卷取得到成品
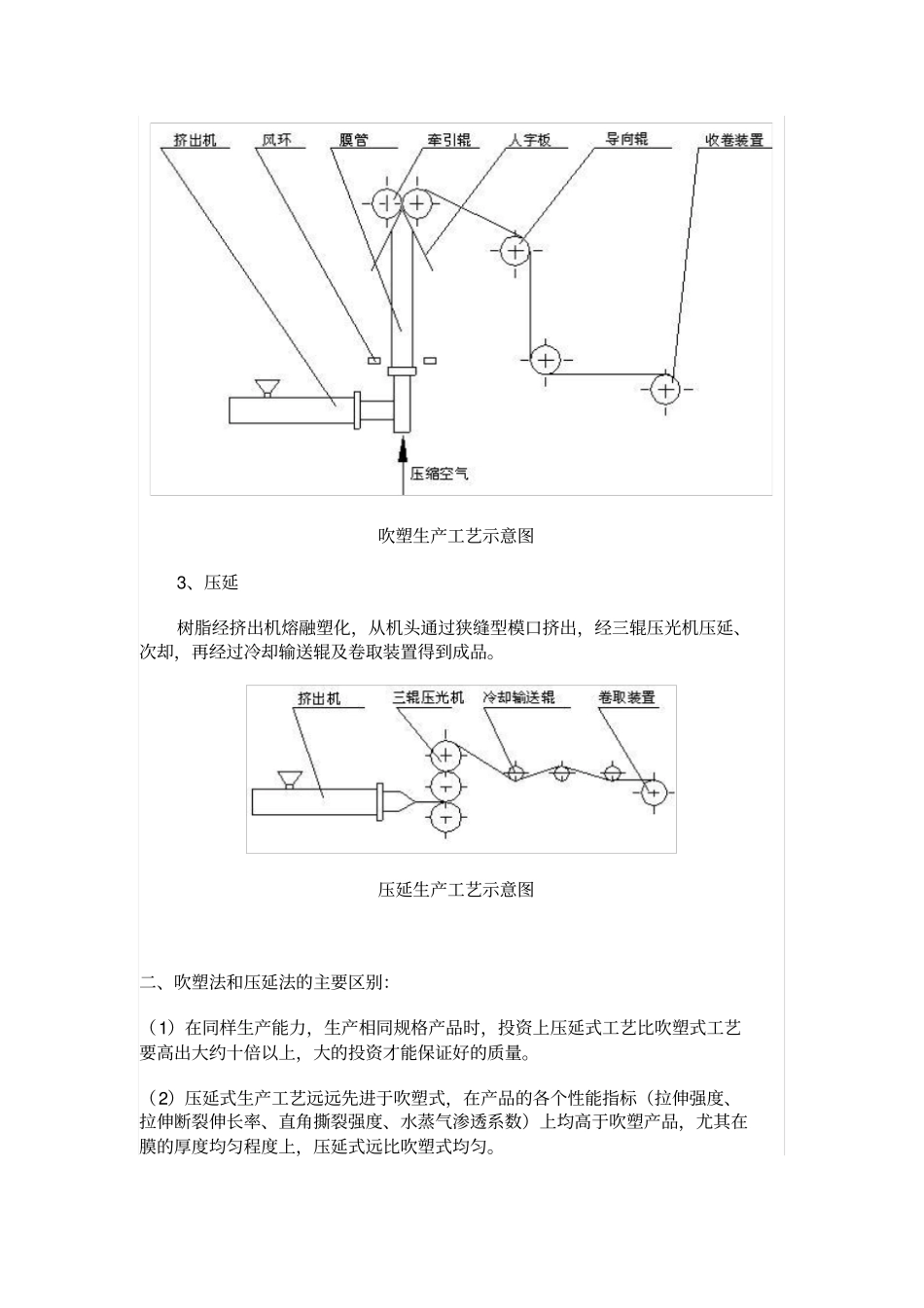
流延生产工艺示意图2、吹塑树脂经挤出机熔融塑化,从环形机头垂直向上引出,经吹胀后由人字板导入牵引辊,再经导向辊及卷取装置得到成品
吹塑生产工艺示意图3、压延树脂经挤出机熔融塑化,从机头通过狭缝型模口挤出,经三辊压光机压延、次却,再经过冷却输送辊及卷取装置得到成品
压延生产工艺示意图二、吹塑法和压延法的主要区别:(1)在同样生产能力,生产相同规格产品时,投资上压延式工艺比吹塑式工艺要高出大约十倍以上,大的投资才能保证好的质量
(2)压延式生产工艺远远先进于吹塑式,在产品的各个性能指标(拉伸强度、拉伸断裂伸长率、直角撕裂强度、水蒸气渗透系数)上均高于吹塑产品,尤其在膜的厚度均匀程度上,压延式远比吹塑式均匀
(3)从材料取向上讲,不同的生产工艺也直接影响到施工焊接二次加热时的稳定性,压延法生产的土工膜焊接时产生的收缩性远远小于吹塑式工艺生产的土工膜
(4)采用同样的原料时压延法产品密度要高于吹塑法产品密度
(5)压延法生产的土工膜厚度范围远多于吹塑法
(6)压延法适应原料范围多于吹塑法
三、压延法与流延法的主要区别
(1)同样规模的生产线,因流延法是采取垂直作业,它的操作更复杂、困难,厚度不均匀
(2)流延法无法生产1
5mm厚度以上产品
四、产品特点生产方式产品特点厚薄精度拉伸强度平整度内应力受热变形横纵向均匀性流延一般一般差一般一般一般吹塑低一般一般多大差压延高高好少小好