第一部分:工件夹具首先应注意:在将任何类型的工件夹具放置在机床工作台上之前,应确保工作台清洁,没有任何切屑或者其他碎屑
夹具与机床之间的切屑以及其他碎屑对二者都会造成损坏
卡在夹具与工作台之间的金属屑可能导致夹具摇晃,所加工的部件也会产生较大误差
同时应确保工作台上安装的所有装置保持清洁
必须使用镗磨油石打磨定位表面
由此可确保定位表面不会存在任何可能损坏工作台的毛刺、勾缝
如果预备将工件夹具保留在工作台上,应涂抹少量防锈油或者WD-40
,避免工作台和工件夹具生锈、腐蚀
在设置哈斯CNC铣床时首先需要确定如何在机床上固定工件
铣削加工操作中有三种基本类型的工件夹具:台钳、夹钳以及卡盘
在机床上固定工件的最常用方法为铣床台钳
为了精确加工,在设置台钳时必须使夹紧表面平行于X或Y轴
该操作可通过指示器实现
按照下面的简单程序可快速、轻松测量铣床台钳
在工作台上安装铣床台钳,将T形螺母以及螺栓放置到位
紧固台钳右侧的螺栓,只需稍稍拧紧左侧的螺栓
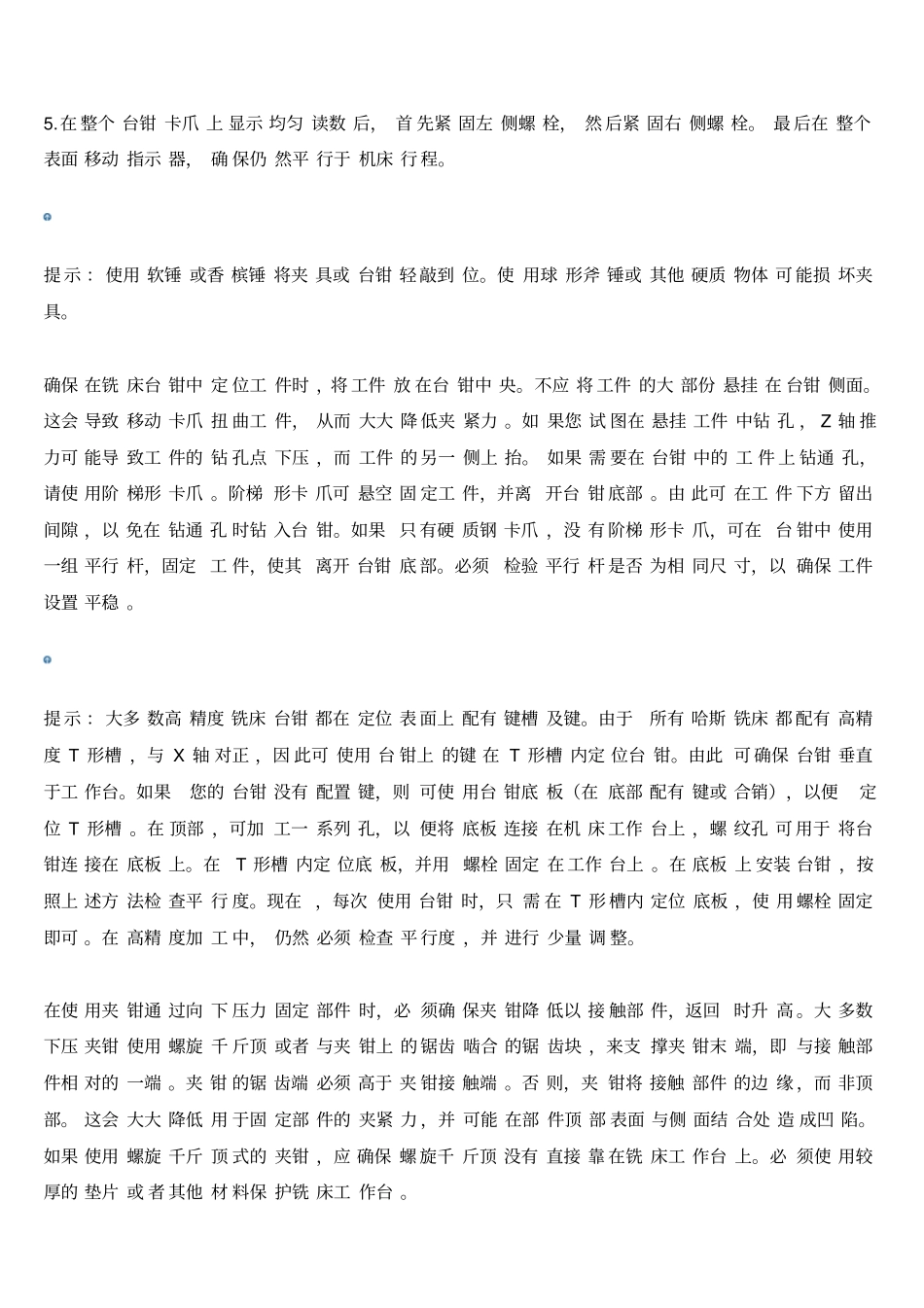
将磁性底座放在Z轴头部底端的任意位置
为了确保显示读数精确,磁性底座应安装在头部的坚固部位
缓进机床轴,使指示器头部到达台钳右侧,位于希望测量的夹紧表面上
查看指示器的头部,使其表盘显示读数,并设置零位
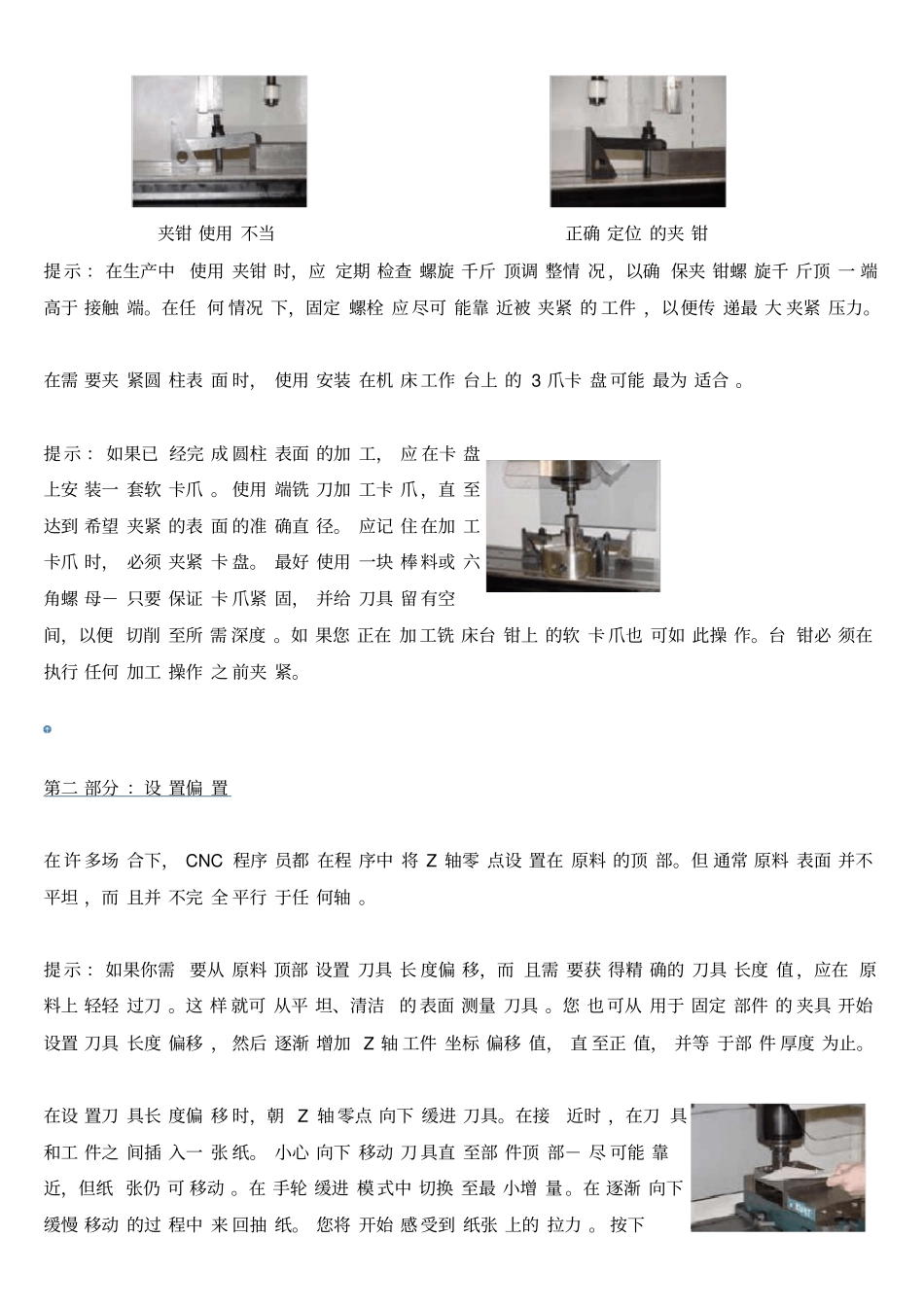
在整个夹紧表面上缓缓移动指示器,在台钳左侧停止
确定台钳需要移动的方向,轻敲台钳直至指示器返回零点
注:右侧螺栓紧固,台钳将围绕该点旋转
使指示器慢慢返回台钳右侧,复位零点
慢慢返回左侧,轻敲台钳,直至指示器显示零点
现在应已非常接近平行位置
重复上述步骤,直至指示器在整个表面保持零点
在整个台钳卡爪上显示均匀读数后,首先紧固左侧螺栓,然后紧固右侧螺栓
最后在整个表面移动指示器,确保仍然平行于机床行程
提示:使用软锤或香槟锤将夹具或台钳轻敲到位
使用球形斧锤或其他硬质物体可能损坏夹具
确保在铣床台钳中定位工件时,将工