对接横焊焊条电弧焊作者:普小平单位:大唐连城发电厂时间:2007年1月28日对接横焊焊条电弧焊[摘要]本文针对低合金钢板横焊过程中,操作工艺难度比较大,易产生铁水下流至下坡口面上容易形成未熔合和层间夹渣,并在坡口上边缘易产生咬边,下边缘易形成液态金属下坠导致焊缝正面成形不良等焊接缺陷问题,从焊接操作方法的角度分析其原因,结合自己的工作实践经验,在使用碱性低氢型焊条时,可以通过正确掌握焊接方法克服和消除缺陷,获得良好的焊缝成型并保证焊接质量
[关键词]正确掌握焊接方法横焊焊接1、问题的提出在实际生产中常会遇到一些厚度较大的低合金钢板对接横焊工作,而且要求单面焊双面成型
在使用结507焊条焊接16Mn钢板时,原则上采用直流反接极性焊接
但是,在实际操作中焊缝填充层和盖面层极易产生液态金属下坠和盖面层上边缘咬边,严重影响了焊接质量
2、问题原因分析采用直流反接法横焊时,由于熔化金属受重力作用,下流至下坡口面上容易形成未熔合和层间夹渣,并在坡口上边缘易产生咬边、下边缘易形成液态金属下坠
其实在横焊时液态金属和熔渣较易分清,操作时焊工可以看清熔池的形态,应该能较好地控制熔池
但是,在焊接过程中往往出现下坡口面熔化金属下坠,上坡口面产生沟槽和咬边
其主要原因是由于焊接规范不正确、不能正确掌握运条方法、灵活调整焊条角度、控制弧长等原因,造成横焊层间未熔合、夹渣和表面层上边缘咬边、下边缘液态金属下坠
为此,横焊时一定要采用多层多道焊,能较好地控制熔池,同时还要控制熔池的体积和温度,焊层不宜过厚
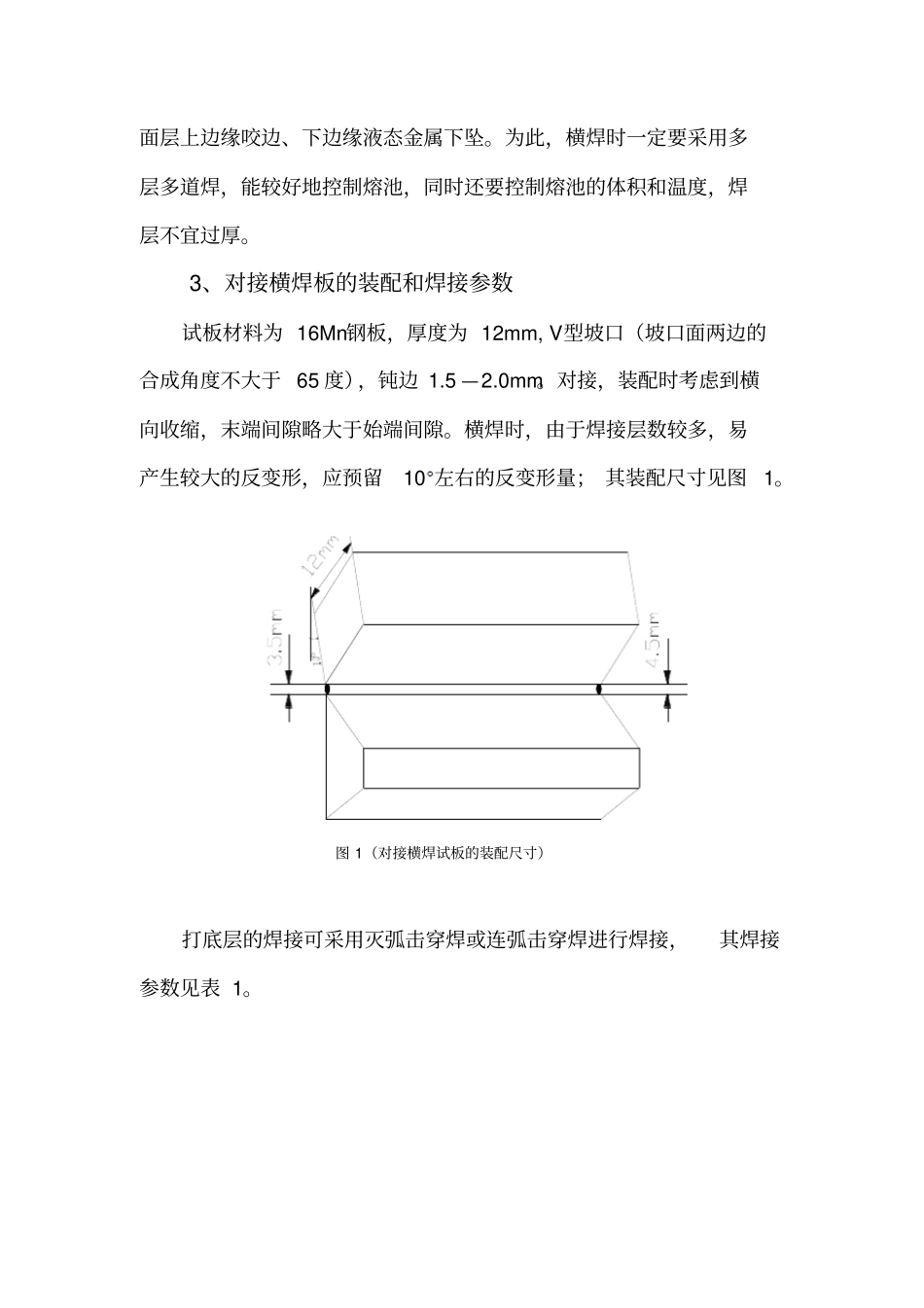
3、对接横焊板的装配和焊接参数试板材料为16Mn钢板,厚度为12mm,V型坡口(坡口面两边的合成角度不大于65度),钝边1
对接,装配时考虑到横向收缩,末端间隙略大于始端间隙
横焊时,由于焊接层数较多,易产生较大的反变形,应预留10左右的反变形量;其装配尺寸见图1
图1(对接横焊试板