第二节管材弯曲一、材弯曲变形及最小弯曲半径二、管材截面形状畸变及其防止三、弯曲力矩的计算管材弯曲工艺是随着汽车、摩托车、自行车、石油化工等行业的兴起而发展起来的,管材弯曲常用的方法按弯曲方式可分为绕弯、推弯、压弯和滚弯;按弯曲加热与否可分为冷弯和热弯;按弯曲时有无填料(或芯棒)又可分为有芯弯管和无芯弯管
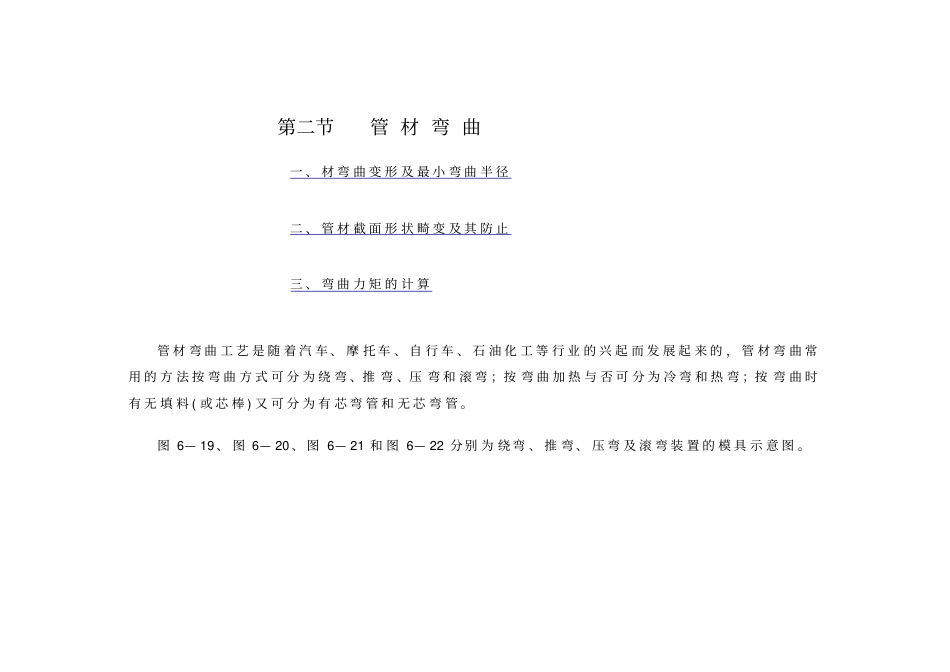
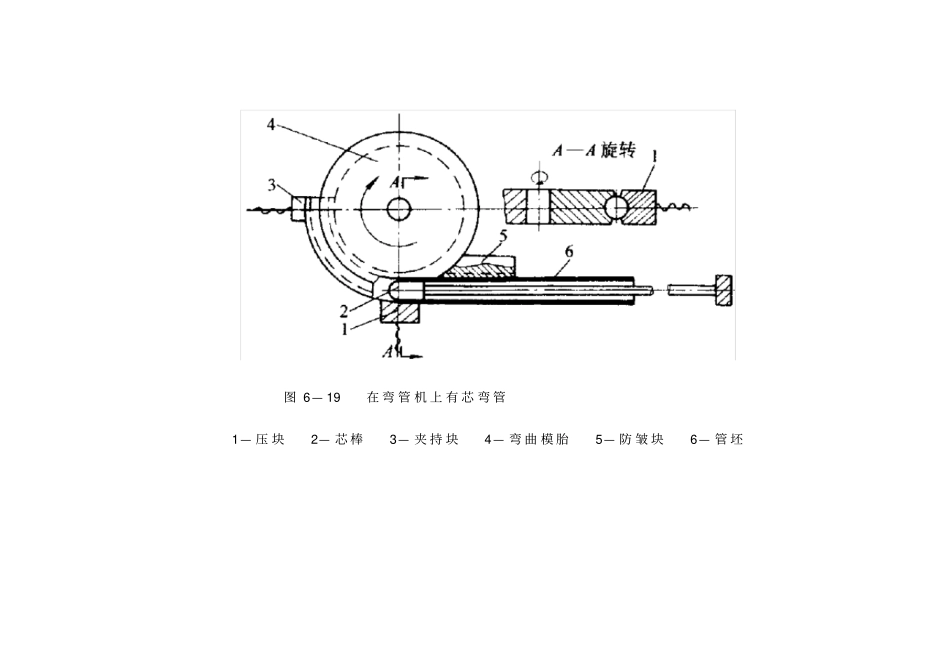
图6—19、图6—20、图6—21和图6—22分别为绕弯、推弯、压弯及滚弯装置的模具示意图
图6—19在弯管机上有芯弯管1—压块2—芯棒3—夹持块4—弯曲模胎5—防皱块6—管坯图6—20型模式冷推弯管装置图6—21V形管件压弯模1—压柱2—导向套3—管坯4—弯曲型模1—凸模2—管坯3—摆动凹模图6—22三辊弯管原理1—轴2、4、6—辊轮3—主动轴5—钢管一、材弯曲变形及最小弯曲半径管材弯曲时,变形区的外侧材料受切向拉伸而伸长,内侧材料受到切向压缩而缩短,由于切向应力及应变沿着管材断面的分布是连续的,可设想为与板材弯曲相似,外侧的拉伸区过渡到内侧的压缩区,在其交界处存在着中性层,为简化分析和计算,通常认为中性层与管材断面的中心层重合,它在断面中的位置可用曲率半径表示(图6—23)
管材的弯曲变形程度,取决于相对弯曲半径DR和相对厚度Dt(R为管材断面中心层曲率半径,D为管材外径,t为管材壁厚)的数值大小,DR和Dt值越小,表示弯曲变形程度越大(即DR和Dt过小),弯曲中性层的外侧管壁会产生过度变薄,甚至导致破裂;最内侧管壁将增厚,甚至失稳起皱
同时,随着变形程度的增加,断面畸变(扁化)也愈加严重
因此,为保证管材的成形质量,必须控制变形程度在许可的范围内
管材弯曲的允许变形程度,称为弯曲成形极限
管材的弯曲成形极限不仅取决于材料的力学性能及弯曲方法,而且还应考虑管件的使用要求
对于一般用途的弯曲件,只要求管材弯曲变形区外侧断面上离中性层最远的位置所产生的最大伸长应变max不致