快速成型制造技术一、快速成型原理:快速成形将计算机辅助设计(CAD)、计算机辅助制造(CAM)、计算机数字控制(CNC)、激光、精密伺服驱动和新材料等先进技术集于一体
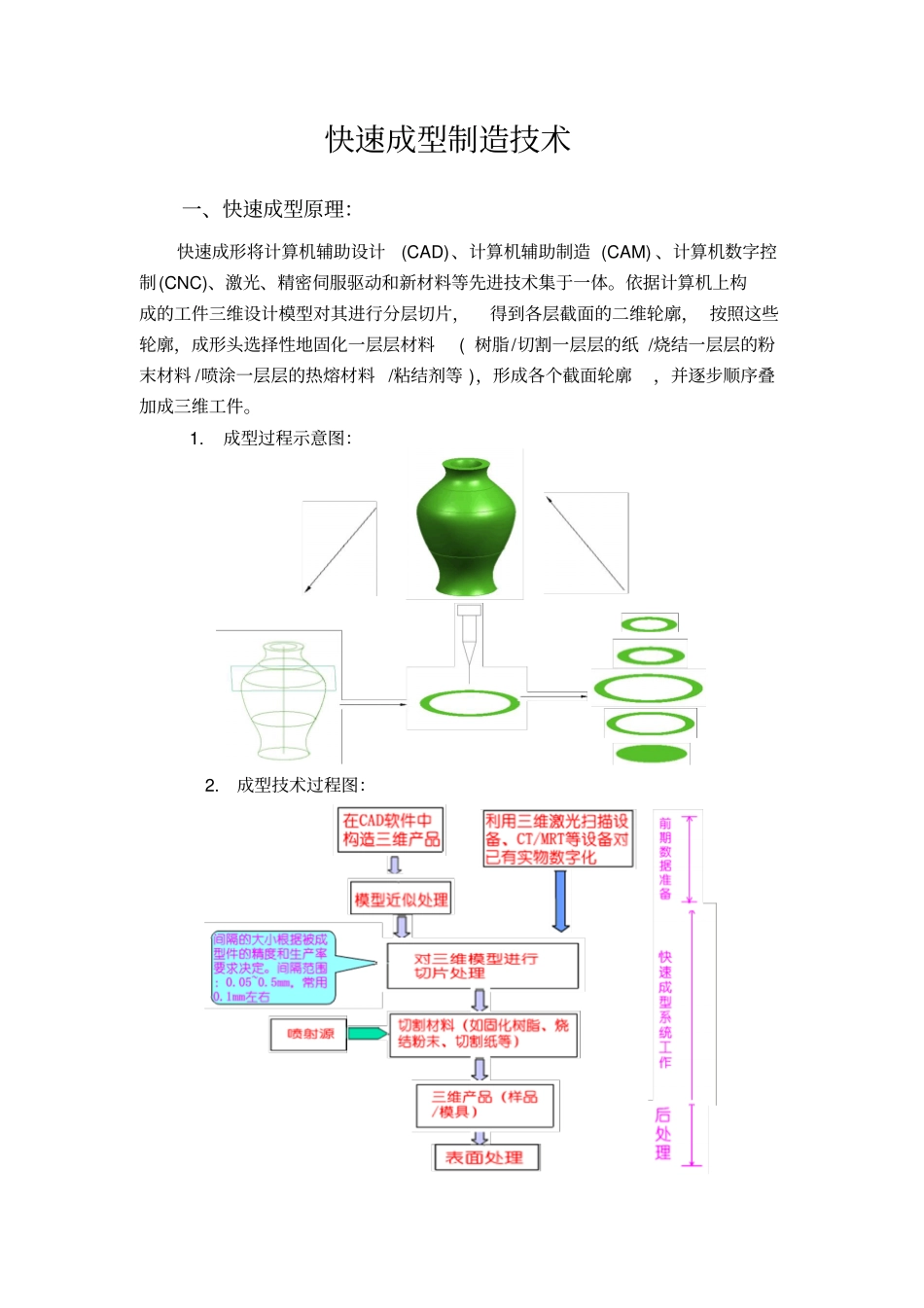
依据计算机上构成的工件三维设计模型对其进行分层切片,得到各层截面的二维轮廓,按照这些轮廓,成形头选择性地固化一层层材料(树脂/切割一层层的纸/烧结一层层的粉末材料/喷涂一层层的热熔材料/粘结剂等),形成各个截面轮廓,并逐步顺序叠加成三维工件
成型过程示意图:2
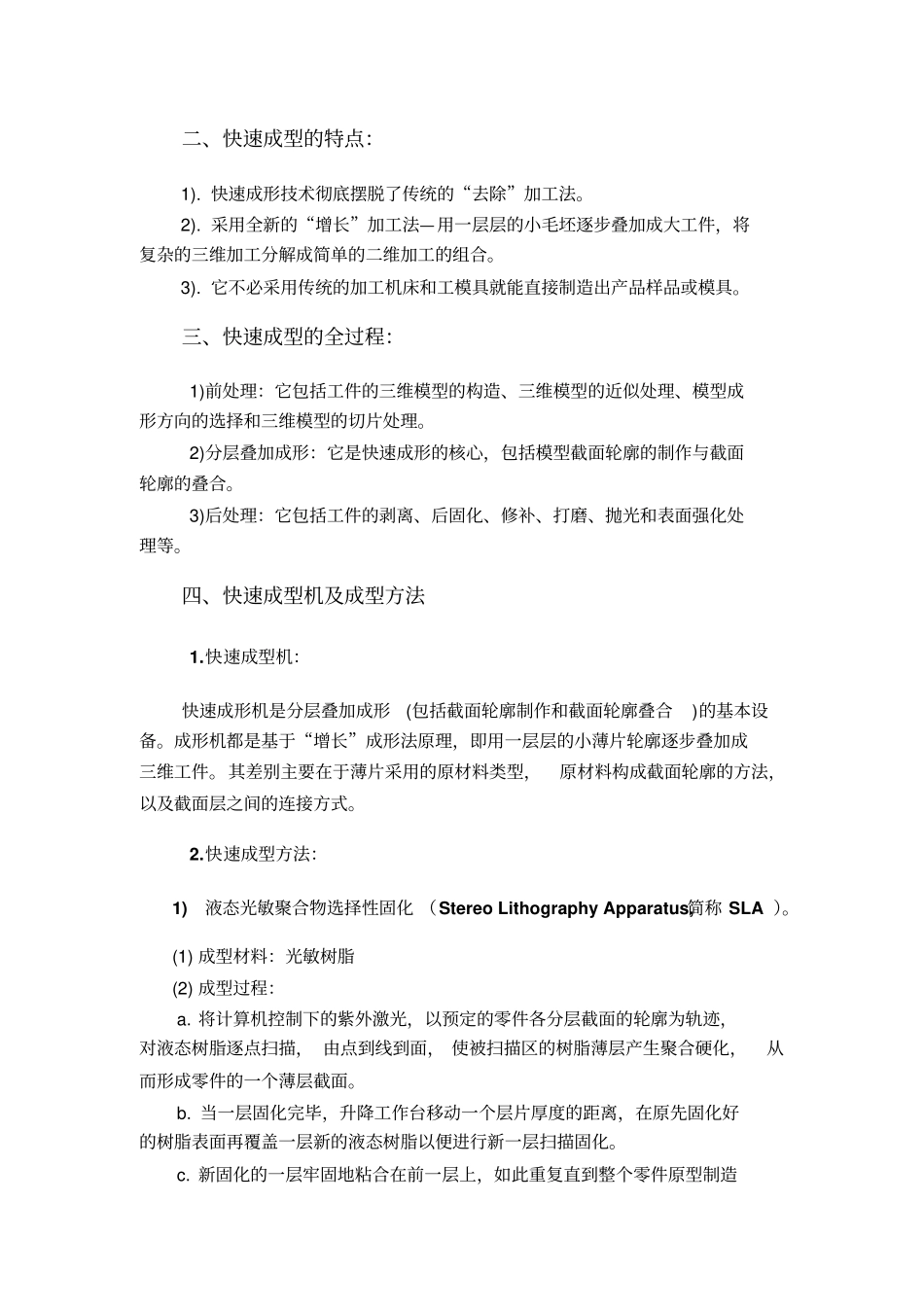
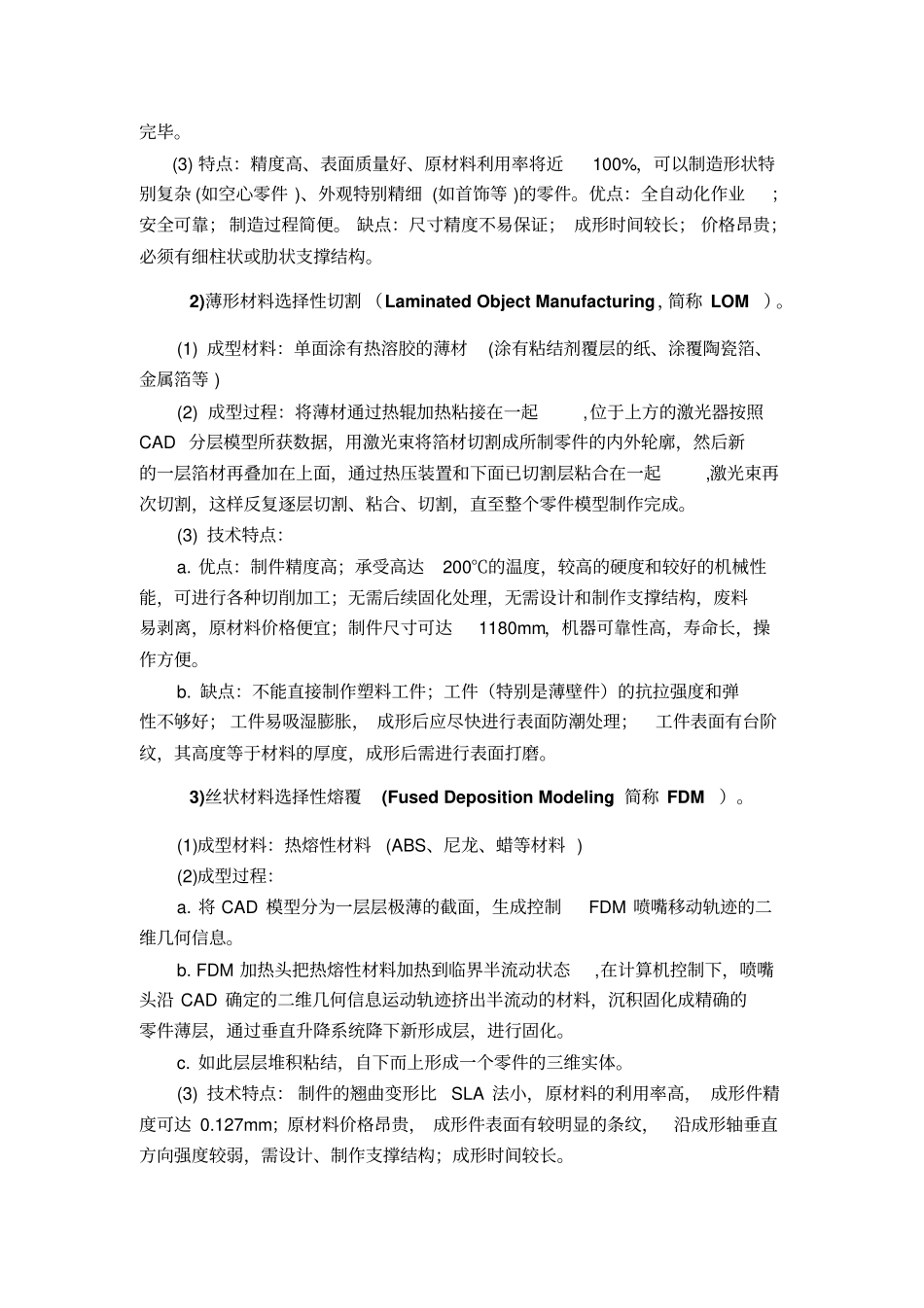
成型技术过程图:二、快速成型的特点:1)
快速成形技术彻底摆脱了传统的“去除”加工法
采用全新的“增长”加工法—用一层层的小毛坯逐步叠加成大工件,将复杂的三维加工分解成简单的二维加工的组合
它不必采用传统的加工机床和工模具就能直接制造出产品样品或模具
三、快速成型的全过程:1)前处理:它包括工件的三维模型的构造、三维模型的近似处理、模型成形方向的选择和三维模型的切片处理
2)分层叠加成形:它是快速成形的核心,包括模型截面轮廓的制作与截面轮廓的叠合
3)后处理:它包括工件的剥离、后固化、修补、打磨、抛光和表面强化处理等
四、快速成型机及成型方法1
快速成型机:快速成形机是分层叠加成形(包括截面轮廓制作和截面轮廓叠合)的基本设备
成形机都是基于“增长”成形法原理,即用一层层的小薄片轮廓逐步叠加成三维工件
其差别主要在于薄片采用的原材料类型,原材料构成截面轮廓的方法,以及截面层之间的连接方式
快速成型方法:1)液态光敏聚合物选择性固化(StereoLithographyApparatus,简称SLA)
(1)成型材料:光敏树脂(2)成型过程:a
将计算机控制下的紫外激光,以预定的零件各分层截面的轮廓为轨迹,对液态树脂逐点扫描,由点到线到面,使被扫描区的树脂薄层产生聚合硬化,从而形成零件的一个薄层截面
当一层固化完毕,升降工作台移动一个