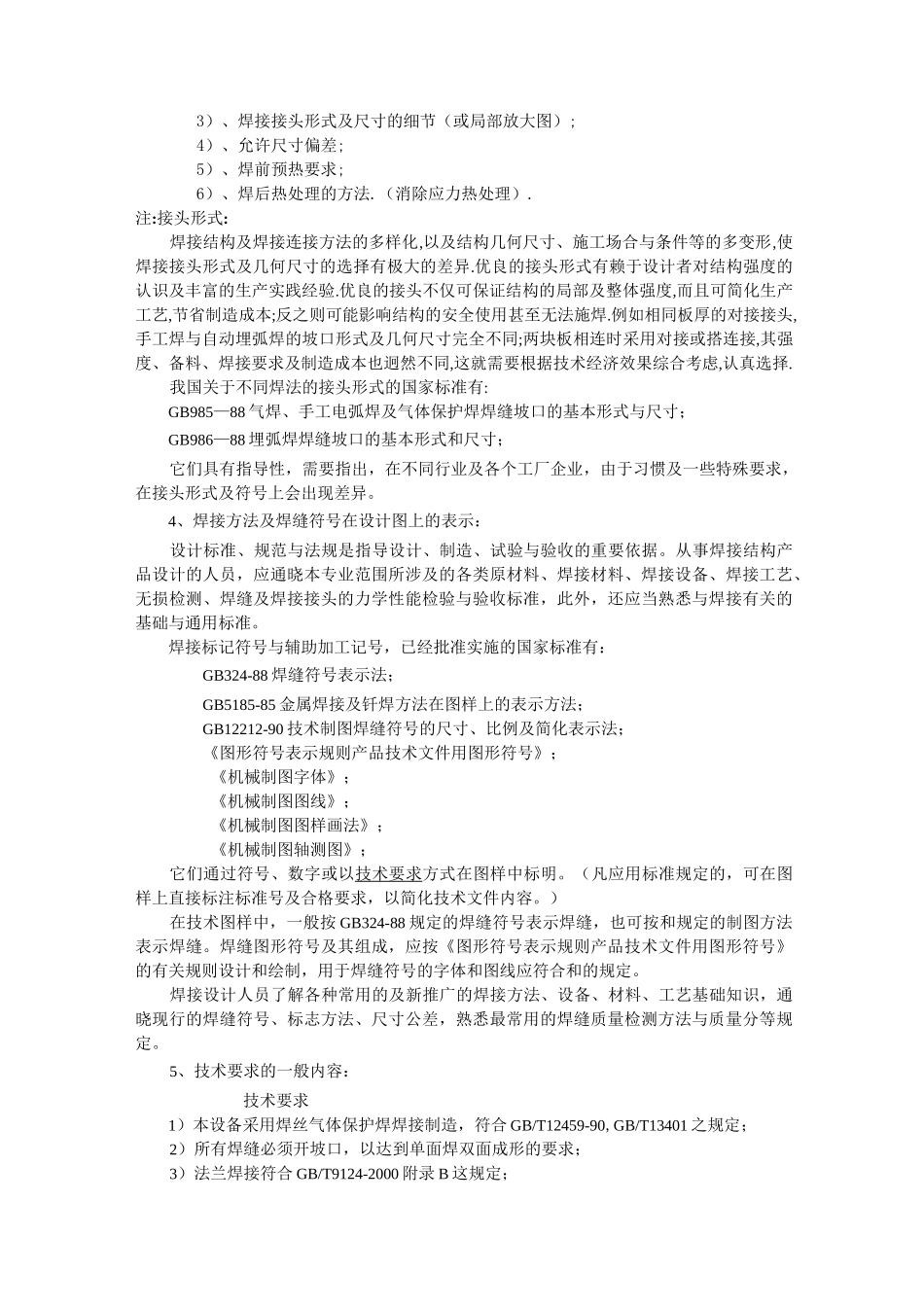
焊接件的设计及焊接工艺评定一、焊接件的设计要求及在设计图上的正确表述:1、焊接结构钢材的选择:选择原则:抗拉强度、刚度、塑性、冲击韧性、成形性、焊接性等。另外还需要考虑:耐蚀性、耐磨性、耐热性及材料的价格和市场供货状况。2、焊接结构的强度计算:(1)、焊缝容许应力各行业间的焊缝容许应力值常有差异,设计焊接结构时应遵循所纳入的行业的国家标准。A、建筑钢结构焊缝强度设计值应符合:GBJ64—84《建筑结构设计统一标准》GBJ17-88《钢结构设计规范》GBJ18—87《冷弯薄壁型钢结构技术规范》B、压力容器结构焊缝容许应力:压力容器结构中的焊缝,当母材金属与焊缝材料相匹配时,其容许应力按母材金属的强度乘以焊缝系数e计算压力容器强度计算时的焊缝系数G焊接接头形式无损探伤检验要求焊缝系数①双面焊的对接焊缝100%无损探伤局部无损探伤不作无损探伤单面焊的对接焊缝(在焊接过程中沿焊根根部全长有紧贴母材的垫板)100%无损探伤局部无损探伤不作无损探伤单面焊的对接焊缝(无垫板)100%无损探伤局部无损探伤不作无损探伤另外,设计一个合理的焊接结构应当是:a)最简单的结构形式;b)最少的焊接工作量;c)容易进行焊接施工;d)焊接接头产生变形的可能性最小;e)最低的表面处理要求;f)最简便的焊缝检验方法;g)最少的加工与焊接成本;h)最短的交货期限。3、焊接结构工作图(设计图):焊接结构设计图是制造焊接结构产品的基本依据,通常由总图、部件图及零件图组成(各行业有差异,有些企业是由总图及部件图两部份组成,而由施工单位即制造单位的工艺人员绘制零件图).通常焊接结构设计图除常规的要求外,还应包括以下内容:1)、结构材料;2)、焊接方法及材料;3)、焊接接头形式及尺寸的细节(或局部放大图);4)、允许尺寸偏差;5)、焊前预热要求;6)、焊后热处理的方法.(消除应力热处理).注:接头形式:焊接结构及焊接连接方法的多样化,以及结构几何尺寸、施工场合与条件等的多变形,使焊接接头形式及几何尺寸的选择有极大的差异.优良的接头形式有赖于设计者对结构强度的认识及丰富的生产实践经验.优良的接头不仅可保证结构的局部及整体强度,而且可简化生产工艺,节省制造成本;反之则可能影响结构的安全使用甚至无法施焊.例如相同板厚的对接接头,手工焊与自动埋弧焊的坡口形式及几何尺寸完全不同;两块板相连时采用对接或搭连接,其强度、备料、焊接要求及制造成本也迥然不同,这就需要根据技术经济效果综合考虑,认真选择.我国关于不同焊法的接头形式的国家标准有:GB985—88气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸;GB986—88埋弧焊焊缝坡口的基本形式和尺寸;它们具有指导性,需要指出,在不同行业及各个工厂企业,由于习惯及一些特殊要求,在接头形式及符号上会出现差异。4、焊接方法及焊缝符号在设计图上的表示:设计标准、规范与法规是指导设计、制造、试验与验收的重要依据。从事焊接结构产品设计的人员,应通晓本专业范围所涉及的各类原材料、焊接材料、焊接设备、焊接工艺、无损检测、焊缝及焊接接头的力学性能检验与验收标准,此外,还应当熟悉与焊接有关的基础与通用标准。焊接标记符号与辅助加工记号,已经批准实施的国家标准有:GB324-88焊缝符号表示法;GB5185-85金属焊接及钎焊方法在图样上的表示方法;GB12212-90技术制图焊缝符号的尺寸、比例及简化表示法;《图形符号表示规则产品技术文件用图形符号》;《机械制图字体》;《机械制图图线》;《机械制图图样画法》;《机械制图轴测图》;它们通过符号、数字或以技术要求方式在图样中标明。(凡应用标准规定的,可在图样上直接标注标准号及合格要求,以简化技术文件内容。)在技术图样中,一般按GB324-88规定的焊缝符号表示焊缝,也可按和规定的制图方法表示焊缝。焊缝图形符号及其组成,应按《图形符号表示规则产品技术文件用图形符号》的有关规则设计和绘制,用于焊缝符号的字体和图线应符合和的规定。焊接设计人员了解各种常用的及新推广的焊接方法、设备、材料、工艺基础知识,通晓现行的焊缝符号、标志方法、尺寸公差,熟悉最常用的焊缝质量检测方法与质量分等规定。5、技术要...