启闭机制造工艺一、制造工艺1、制造前的准备工作1・1技术资料的准备施工前组织相关的技术人员进行图纸审核,编制工艺措施、施工计划并报送监理批准,编制物资采购计划待监理批准后,向施工班组进行技术交底并做好交底记录
1・2施工设备准备施工前对厂内的大型设备进行检查和维护,以确保施工中正常运行
1・3工器具准备所有用于本工程的测量工具送法定计量部门进行检定,合格后方可使用,精度达到DL/T5018-94的有关规定
1・4人员准备对参加本工程的施工人员按有关要求进行技术和安全培训考核合格后方可上岗
1・5施工现场的布置布置划线、下料、构件组对、整体组对平台,平台应调平(用水准仪检测)其精度满足施工需要
对防腐场地进行有效的遮蔽和防护
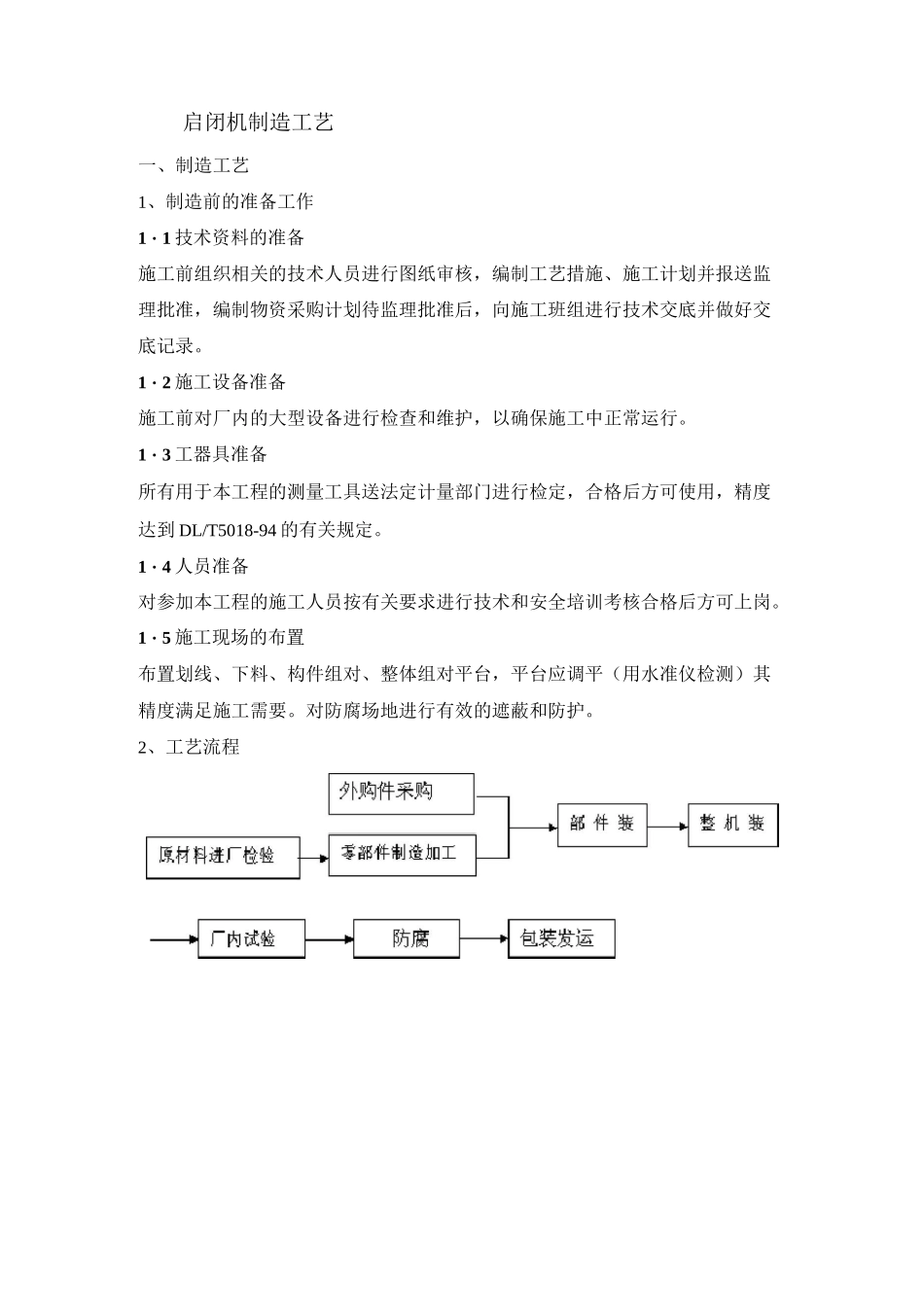
2、工艺流程3、主要零部件的加工工艺各零部件的加工均按设计图样和有关要求执行
铸件、大型锻件毛坯均由合格分供方提供,保证其质量的可靠性,并随件提供材质证明和检测报告
厂内有较好的探伤、化学分析、物理试验能力,可保证图样规定的各类试验要求
1卷筒加工3
1卷筒装置制作及检验工艺流程根据本次招标文件的技术规范和技术要求及本公司的《热处理程序》《机械和尺寸检验程序》《焊接程序和资格》《涂装规范》《清洁规范》等工艺规范结合实际情况编制
1、图纸复核凡定作方提供图纸后,技术部应及时复核,万一发现数据不清或有误差时,及时与定作方联系,解决
并填写《技术联系接口单》报定作方批
2、材料校正及复验凡进厂的钢材,在入库前必须进行检验,检验的内容有尺寸、数量、钢板标记与质量证明书上一致、供应厂家应本厂合格供应商,并填写《原材料进厂检验台帐》和《原材料检验单》
3、焊材入库要检查焊材的数量、外包装、质量证明书的炉批号同焊材一致,并填写《焊材入库台帐》
A、下料卷筒体整锻下料轧园,为保证筒体内径及金加工后筒体壁厚,展开料尺寸计算如下:展开料净长=[(筒体内直径-lmm)