1第一节挤压坯料的加热一、对挤压坯料的加热要求1.应保证得到工艺规定的加热温度,因为温度发生波动将破坏设备负荷的均衡和润滑效果,影响产品质量;2.加热温度必需均匀,以便减轻不均匀变形,这一点对挤压异型管材尤为重要;3.尽可能减少或防止氧化,因坯料表面氧化铁皮存在,将明显降低润滑效果,加快工模具磨损和降低产品表面质量;4.尽可能减少加热时间,提高生产能力
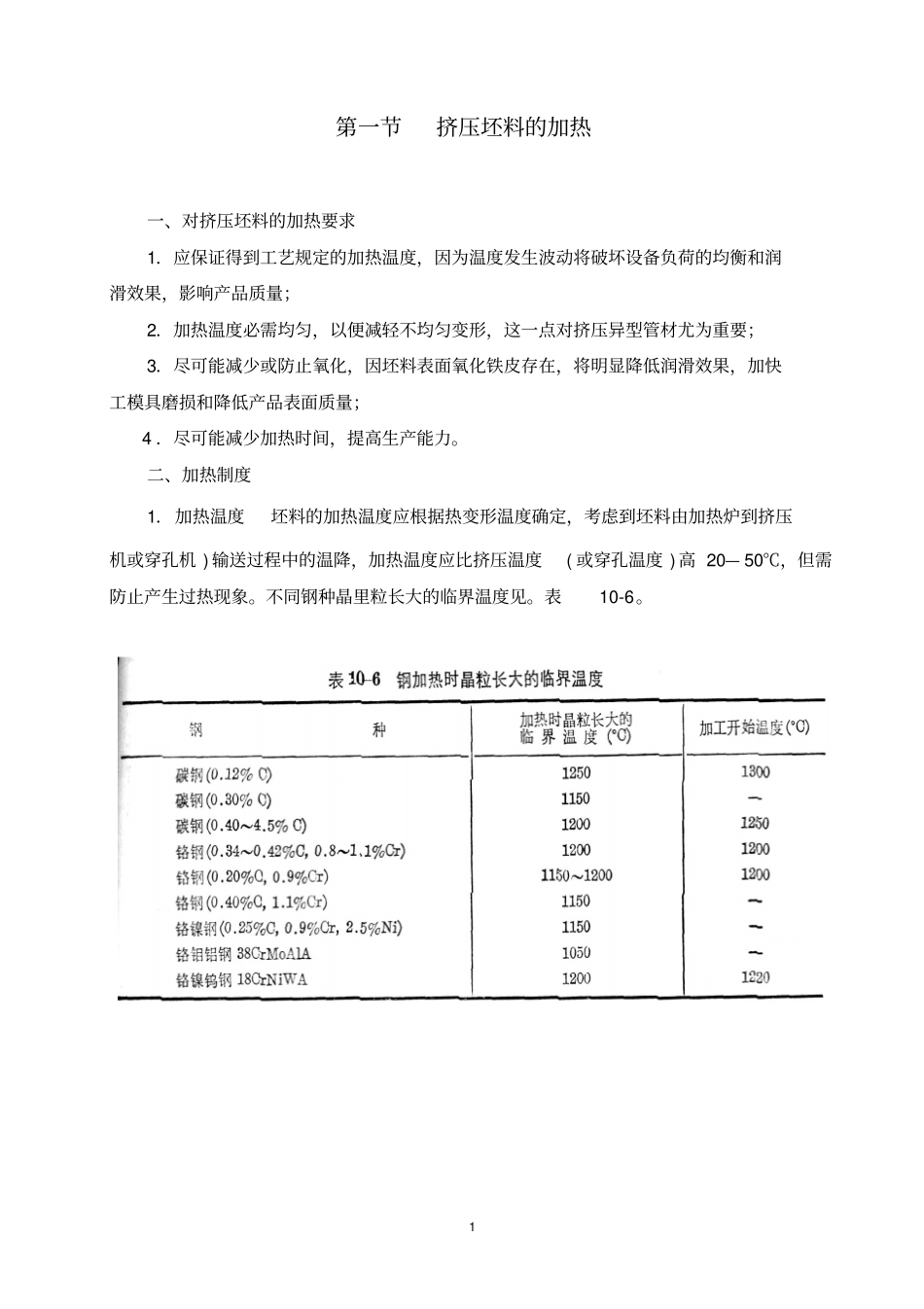
二、加热制度1.加热温度坯料的加热温度应根据热变形温度确定,考虑到坯料由加热炉到挤压机或穿孔机)输送过程中的温降,加热温度应比挤压温度(或穿孔温度)高20—50℃,但需防止产生过热现象
不同钢种晶里粒长大的临界温度见
2挤压温度可根据坯料材质的一般热加工温度范围选取,但考虑到由于挤压变形量大而且整个变形过程仅在几秒钟内完成,这将因大量的变形热而使挤压出口处金属温度升高(通常温升约50~100℃),因此挤压温度选取时应比一般热加工温度低
另一方面在确定挤压温度时,还需考虑制品的机械性能要求和挤压机的能力
各种钢种的挤压温度见表10-7
2.加热制度挤压坯料加热制度通常分两步进行,第一步慢速预热,普通碳钢预热至650℃,不锈钢预热至850℃;第二步快速加热至加热温度
预热和加热可存同一个炉内完成(图10-5,a),也可在两个炉内分别完成(图10-5,b)
采用此加热制度的优点是:(1)有利于减少坯料表面氧化,铁的氧化过程与温度有关,在低温下氧化缓慢,而在高温下铁的氧化速度很快,但可通过加快加热速度、缩短加热时间来减少表面氧化
若预热后的坯料移入高温无氧化加热炉(如玻璃浴炉、盐浴炉和保护气体加热炉等),则可实现3无氧化加热;(2)有利于提高坯料加热质量,防止加热缺陷的产生
在低温下钢的导热系数小,这对高合金钢尤为明显,而且低温下钢的塑性差,因此在650~850℃以下采用低速加热可减少坯料内部的温差应力,防止产生加热裂纹