剩余材可用区排好的祥SE|QC1口口口图8-46优化排样示意雕刻机精雕排版技术8
4优化排样在一块材料上尽可能紧凑地排放要进行下料的样件,减少空白间隙,也就是尽量提高材料的利用率,称为优化排样
执行“优化排样”命令后将进入一个优化排样的操作环境,该环境提供了一些辅助排样的工具,支持手工排样和自动排样以及两者的结合
自动排样是其中的重要功能,该功能可以对任意形状的样件进行自动优化排样,材料也可以为任意形状
自动排样支持嵌套排样(在带内孔样件的孔内排放其它较小样件)以提高材料利用率,还可以在材料内部指定任意形状的不可用区域,以便在排样时避开这些区域
1操作方法8
1名词解释在详细介绍优化排样功能之前需要对几个概念进行说明1)样指需要进行下料的图形,由一个闭合外轮廓和若干岛屿组成,岛屿表示样件上的空洞
外轮廓和岛屿共同定义样件的占用区域
普通图形只有定义为样件后才能参与自动排样
2)材料:指可供下料的形材
样件在其上排放好后进行下料
形材可以为任意形状(矩形最常见),由一个外轮廓和若干岛屿定义
外轮廓表示材料的整体形状,岛屿表示材料内部不可进行排样的区域,比如破损区域
外轮廓和岛屿共同定义材料的可用区域
3)搭边线:排样时样件之间一般要间隔一些距离,以方便下料或保护样件,因此需要对样件的轮廓进行向外等距(岛屿向内等距),该等距轮廓就称为样件的搭边线
等距的距离(搭边线与原图形的间距)称为搭边间距
同样道理,材料边框也需要进行等距,其等距轮廓就称为材料的搭边线
但与样件不同是,材料边框的外轮廓是向内等距(岛屿向外等距)
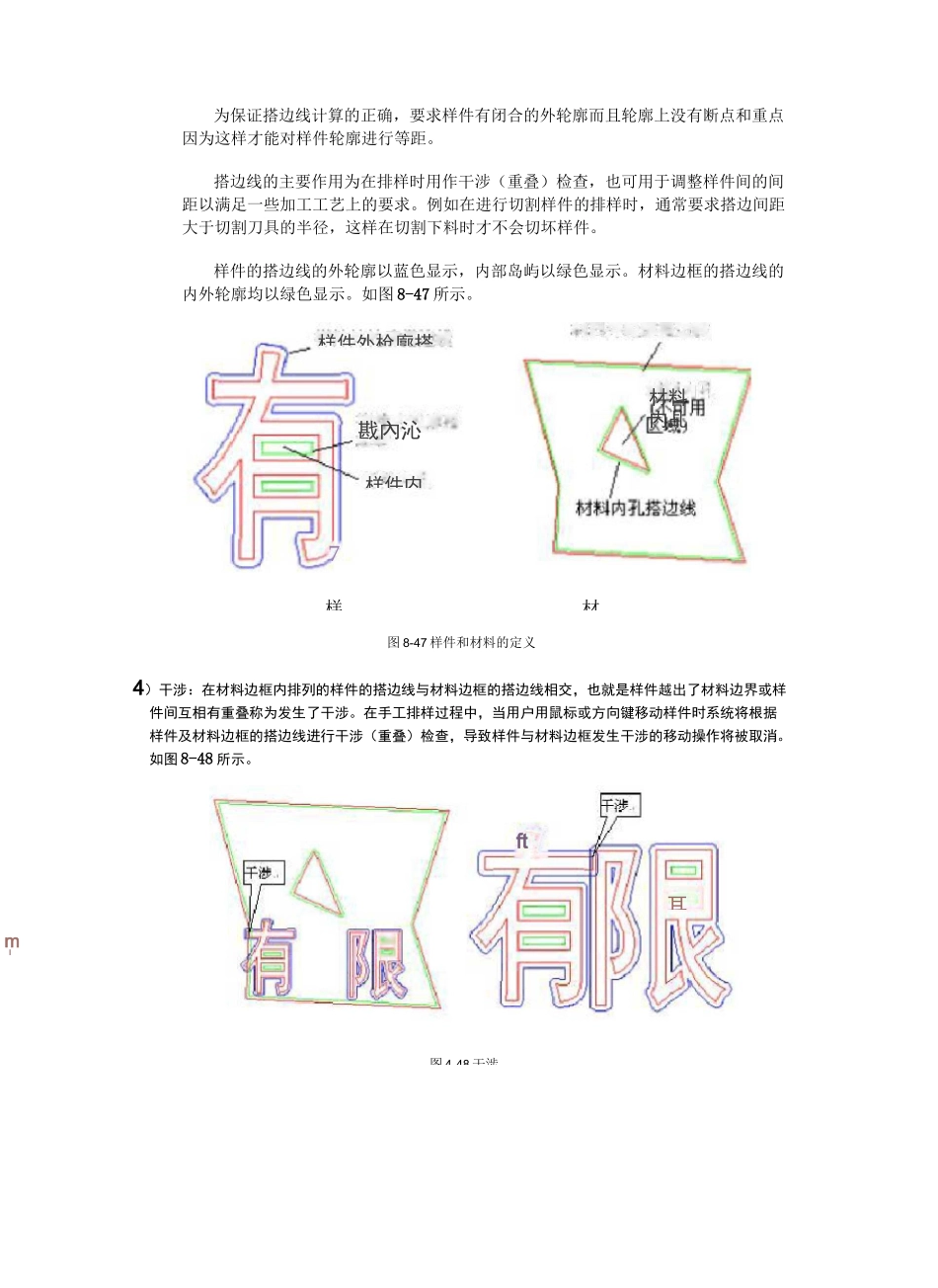
材样为保证搭边线计算的正确,要求样件有闭合的外轮廓而且轮廓上没有断点和重点因为这样才能对样件轮廓进行等距
搭边线的主要作用为在排样时用作干涉(重叠)检查,也可用于调整样件间的间距以满足一些加工工艺上的要求
例如在进行切割样件的排样时,通常要求搭边间距