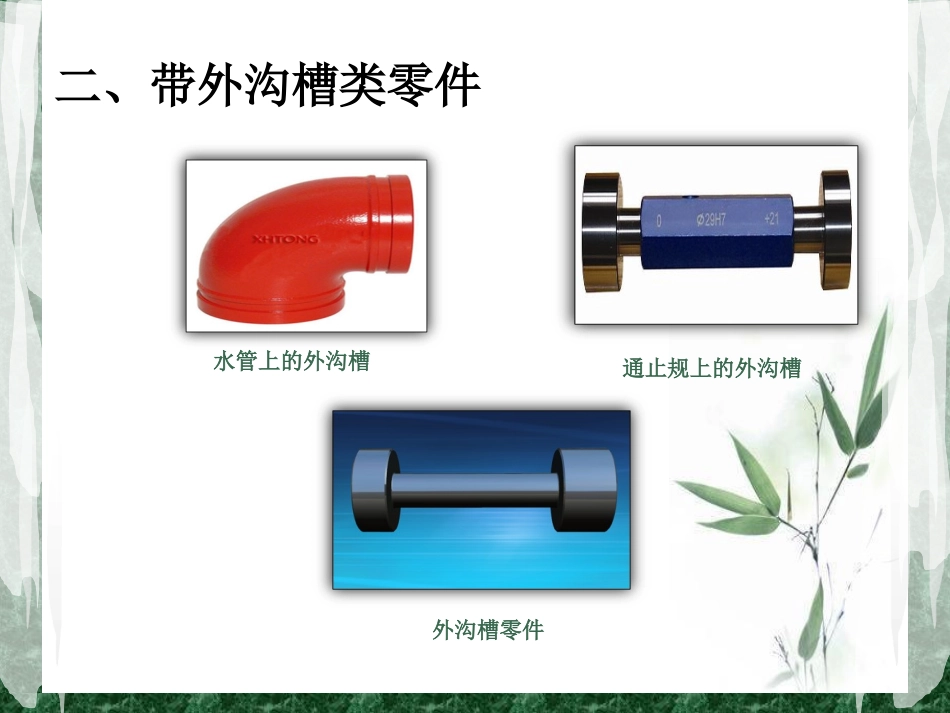
外沟槽的切削外沟槽的切削一、回顾复习台阶轴使用刀具:90°外圆车刀45°车刀二、带外沟槽类零件水管上的外沟槽通止规上的外沟槽外沟槽零件回顾切槽刀前角20�~30�主后角5�~8�主偏角90�副偏角1�~1�30'副后角1�~2�高速钢车槽刀三、切槽要求1
外沟槽的切削要求外沟槽的切削要求除了常规的尺寸精度和表面粗糙度要求外,还有形状位置等要求:⑴平行槽底外圆母线与工件轴线须平行
⑵垂直两个槽壁与工件轴线必须垂直
⑶清角槽壁与槽底不得留有小台阶,须清角
三、切槽要求2
使用的刀具、量具使用的刀具、量具⑴刀具合金切槽刀游标卡尺⑵量具千分尺三、切槽要求3
装刀装刀⑴刀尖与轴心线等高
⑵切槽刀主切削刃和轴线须平行
⑶切槽刀伸出刀架长度不宜过长,以保证车刀刚性
切削用量选用切削用量选用1切削速度粗车时转速n=350~450r/min;精车时越慢越好100~220r/min
2进给量粗车时f=0
1mm/r,粗车、精车都必须采用手动进给
四、车槽步骤•调转速350~450r/min四、车槽步骤•装刀对心刀头伸出四、车槽步骤•中拖板调零平行四、车槽步骤•大拖板调零平齐四、车槽步骤•手动进给五、切槽方法精度高宽度较窄二次直进法精度不高宽度较窄一次直进法精度高宽度大多次直进法五、切槽方法1、车削精度不高的和宽度较窄的外沟槽可以用刀宽等于槽宽的车槽刀,采用直进法一次进给车出
精度要求较高的沟槽,一般采用二次进给车成
即第一次进给车沟槽时,槽壁两侧留精车余量,第二次进给时用等宽刀修整
横向进给2、车削较宽的沟槽,可用多次直进法切削,并在槽的两侧留一定的精车余量,然后根据槽深、槽宽精车至尺寸
五、车槽方法横向进给横向进给横向进给纵向进给横向退刀六、保证精度•外沟槽标注六、保证精度•测量刀宽不平行思考
三个车槽时的现象不垂直未清角Thankyou
Thankyou