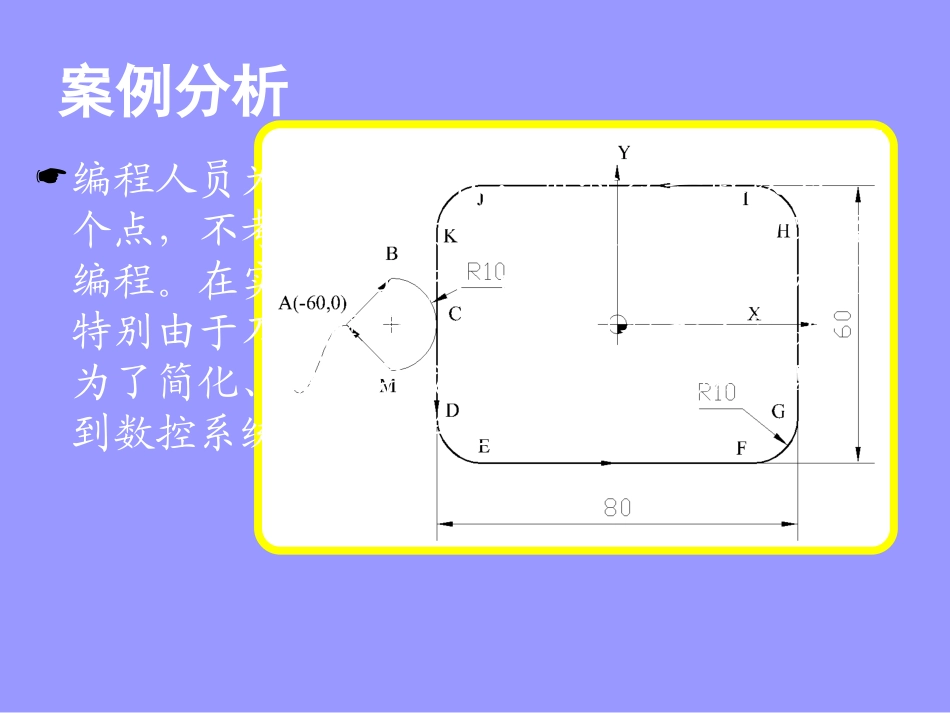
刀具半径补偿功能加工中心编程与操作案例分析编程人员为了编程方便,常将刀具假设为一个点,不考虑刀具的半径,直接按走刀路径编程
在实际加工中,由于刀具半径不相同,特别由于刀具磨损,必然会引起加工误差
为了简化、快捷完成粗/精加工轮廓,需用到数控系统的刀具半径补偿功能
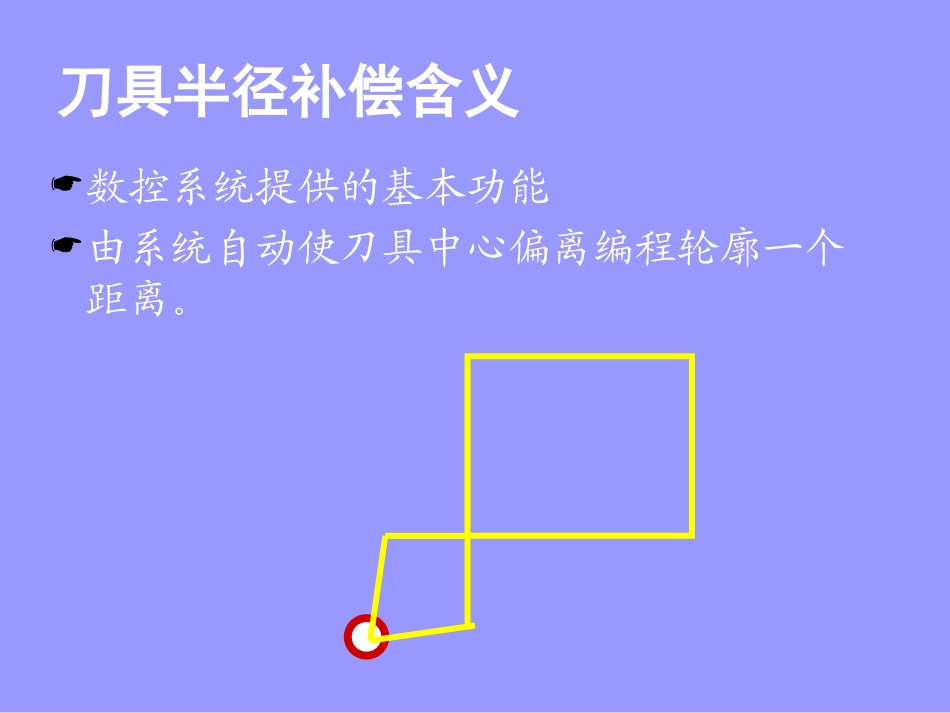
刀具半径补偿含义数控系统提供的基本功能由系统自动使刀具中心偏离编程轮廓一个距离
刀具半径补偿的应用1、可以直接按照轮廓或走刀路线编程
2、避免复杂的数学处理
3、使用同一加工程序完成轮廓的粗加工、半精加工、精加工
4、使用同一加工程序完成轮廓在XY平面内的分层铣削
5、使用同一加工程序完成阴阳模具、薄壁类零件的加工
刀具半径补偿值的含义指加工中刀具中心偏离编程轮廓的法向距离
刀具半径补偿值的确定与计算根据需要确定B考虑刀具本身误差刀具半径补偿值的确定A、粗加工余量B=0
6mm(单边)B、半精加工余量=0
2mm(单边)C、精加工offset值=上次刀补±修正值修正值=|(测量值-理论值)/2|D、去多余材料(XY平面分层)加工宽度:刀具直径的50%-80%offset值=粗加工刀补+加工宽度*NN――分层次数刀具半径补偿值的确定双边铣削外轮廓,已知理论值为100mm,测量值为100
24mm,半精加工的刀具半径补偿值为6
1,求该刀具精加工时的刀具半径补偿值
解:修正值=(100
24-100)/2=0
12精加工时的刀具半径补偿值为:offset值=6
98刀具半径补偿方向的确定及其指令顺着刀具前进方向看,刀具位于轮廓的左边为左刀补,指令为G41
顺着刀具前进方向看,刀具位于轮廓的右边为右刀补,指令为G42
取消刀具半径补偿时的指令为G40
如图所示G41G40G42程序段格式平面选择G01G00G41G42G40移动终点坐标D__G41