烧结设备安装工程7
1一般规定7
1本章适用于带式烧结机设备安装的质量验收
2烧结机机架Ⅰ主控项目7
2机架安装的预留热膨胀间隙及定位方式应符合设计技术文件的规定
检查数量:全数检查
检验方法:观察检查、尺量、检查安装质量记录
2机架的焊接质量应符合设计技术文件的规定,当设计技术文件未规定时,应符合现行国家标准《钢结构工程施工质量验收规范》GB50205三级焊缝外观质量标准的规定
检查数量:按焊缝条数检查20%
检验方法:观察检查,用焊缝量规检查
3机架的焊接材料与母材的匹配应符合设计要求,焊接材料使用前,应按产品说明书及焊接工艺文件的规定进行烘焙和存放
检查数量:全数检查
检验方法:检查质量合格证明文件和烘焙记录
Ⅱ一般项目7
4高强螺栓安装应符合现行国家标准《钢结构工程施工质量验收规范》GB50205规定
检查数量:按结点数抽查20%
检验方法:检查质量合格证明文件、复验报告和安装质量记录,观察检查
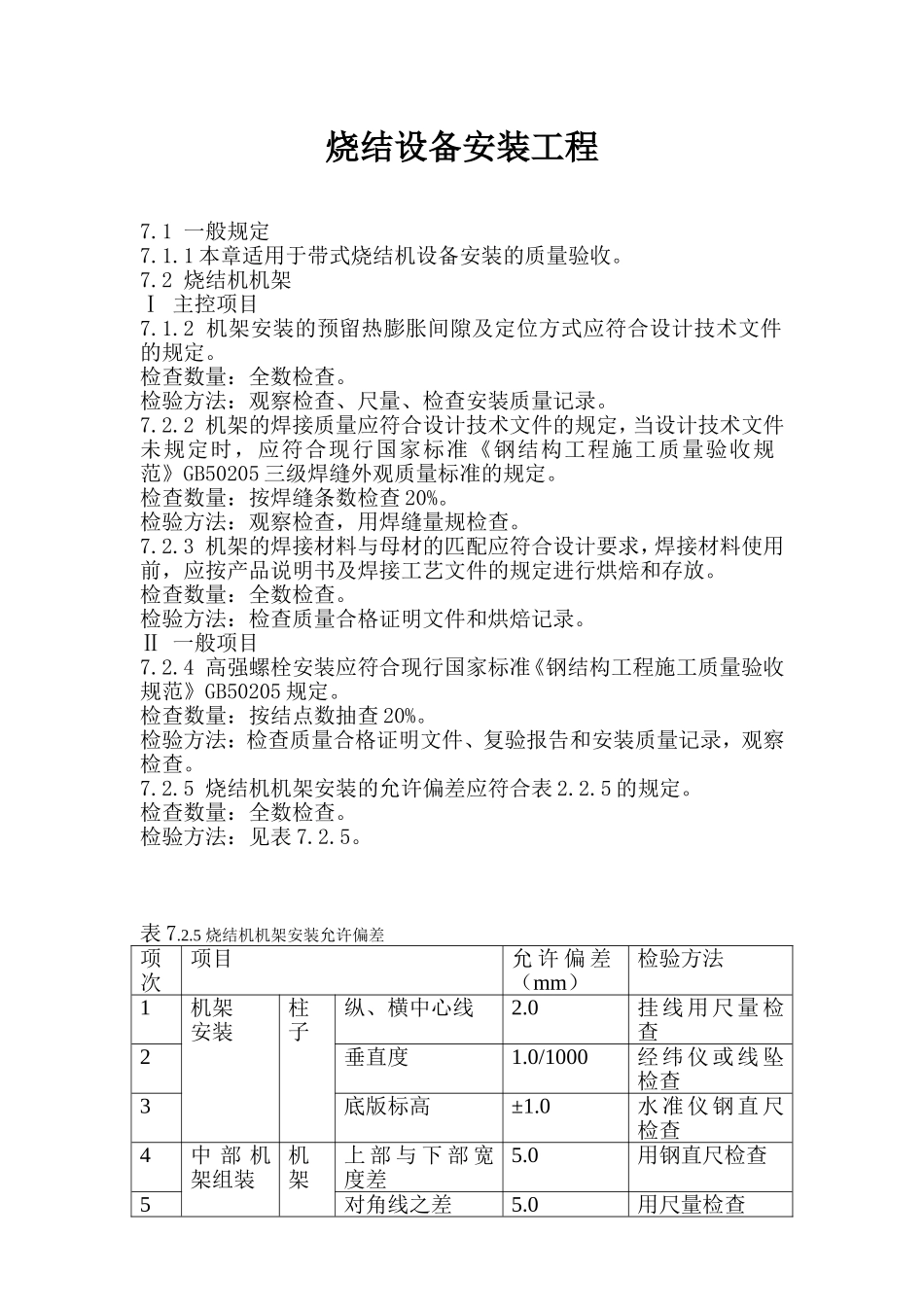
5烧结机机架安装的允许偏差应符合表2
检查数量:全数检查
检验方法:见表7
5烧结机机架安装允许偏差项次项目允许偏差(mm)检验方法1机架安装柱子纵、横中心线2
0挂线用尺量检查2垂直度1
0/1000经纬仪或线坠检查3底版标高±1
0水准仪钢直尺检查4中部机架组装机架上部与下部宽度差5
0用钢直尺检查5对角线之差5
0用尺量检查7
3梭式布置料机Ⅰ主控项目7
1梭式布置料机的胶带运输机安装和胶带胶结应符合现行国家标准《连续输送设备安装工程施工及验收规范》GB50270的规定
检查数量:全数检查
检验方法:观察检验、检查安装质量记录、检查胶带胶结记录
Ⅱ一般项目7
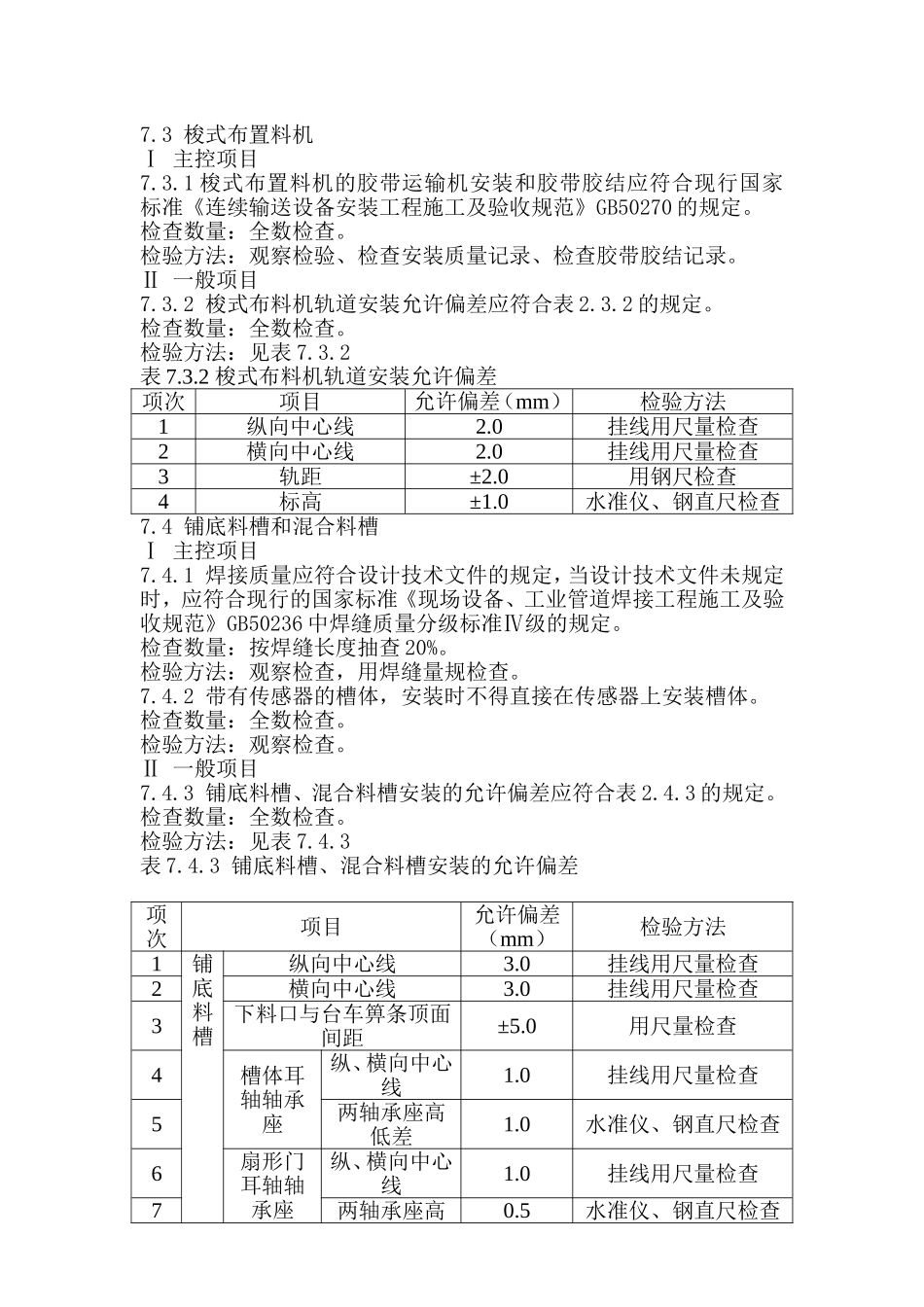
2梭式布料机轨道安装允许偏差应符合表2
检查数量:全数检查
检验方法:见表7
2梭式布料机轨道安装允许