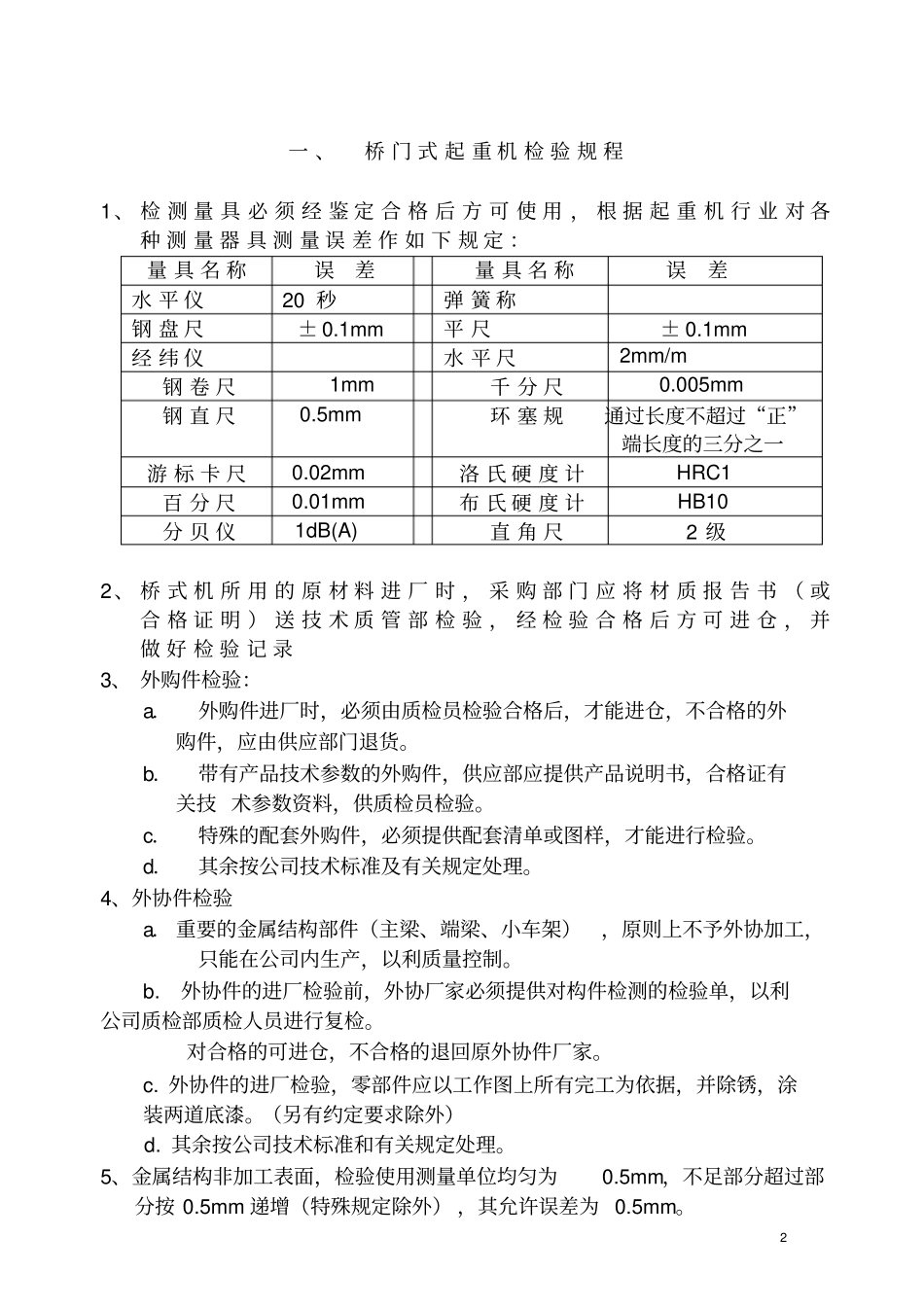
0桥门式起重机检验规程文件编号:EJGS/W-J-MGQD-03受控标识:编制:审核:批准:2013年1月发布2013年1月实施1目录一、桥门式起重机检验规程1二、金属结构部分4三、机械加工部分16四、热处理部分23五、装配部分25六、起重机油漆36七、起重机整机性能试验37八、起重机包装40九、电气生产过程检验规程412一、桥门式起重机检验规程1、检测量具必须经鉴定合格后方可使用,根据起重机行业对各种测量器具测量误差作如下规定:量具名称误差量具名称误差水平仪20秒弹簧称钢盘尺±0
1mm平尺±0
1mm经纬仪水平尺2mm/m钢卷尺1mm千分尺0
005mm钢直尺0
5mm环塞规通过长度不超过“正”端长度的三分之一游标卡尺0
02mm洛氏硬度计HRC1百分尺0
01mm布氏硬度计HB10分贝仪1dB(A)直角尺2级2、桥式机所用的原材料进厂时,采购部门应将材质报告书(或合格证明)送技术质管部检验,经检验合格后方可进仓,并做好检验记录3、外购件检验:a.外购件进厂时,必须由质检员检验合格后,才能进仓,不合格的外购件,应由供应部门退货
b.带有产品技术参数的外购件,供应部应提供产品说明书,合格证有关技术参数资料,供质检员检验
c.特殊的配套外购件,必须提供配套清单或图样,才能进行检验
d.其余按公司技术标准及有关规定处理
4、外协件检验a.重要的金属结构部件(主梁、端梁、小车架),原则上不予外协加工,只能在公司内生产,以利质量控制
外协件的进厂检验前,外协厂家必须提供对构件检测的检验单,以利公司质检部质检人员进行复检
对合格的可进仓,不合格的退回原外协件厂家
外协件的进厂检验,零部件应以工作图上所有完工为依据,并除锈,涂装两道底漆
(另有约定要求除外)d
其余按公司技术标准和有关规定处理
5、金属结构非加工表面,检验使用测量单位均匀为0
5mm,不足部分超过部分按0