液压板料折弯机作业指导书车间名称:xxx班工序名称:折弯序号项目图示说明1设备/工夹具列表1
液压板料折弯机:板料折弯成型;2
卷尺、游标卡尺:测量板件尺寸;3
内六角扳手:调节定位和紧固折弯上模等等
2物料列表钣金件:08、不锈钢板等3参数列表1
设备参数:a
外接电压为380V;b
公称压力为630KN;2
工艺参数:根据碳钢、不锈钢、铝等板材规格型号选择相应的设备参数
4产品接受标准满足图纸技术要求及产品使用性能或后续加工以及质量美观等5生产力指标工位定员:1-2人标准总工时:1min标准生产力:1行程/min额定班产量:根据下单量确定具体操作步骤液压折弯机钢板尺不锈钢材料质量检测参数表一参数表二卷尺内六角扳手游标卡尺碳钢材料质量检测液压板料折弯机作业指导书序号操作步骤图示操作要点/注意事项动作标准工时1穿戴劳保用品1
劳保服:保护身体部位不被划伤;2
手套:防止手被板件割伤;3
劳保鞋:保护脚不被砸伤
5min2检查设备,填写日点检表1
根据点检表上检查内容对设备进行点检
10min3开启电源1
配电箱内将折弯机对应的断路器开关向上扳2
开启设备电机电源1min4安装折弯机上、下模1
根据产品的形状、厚度、尺寸要求选择对应的上下模进行安装
利用内六角扳手和内六角螺丝将上模紧固在上行程固定板上
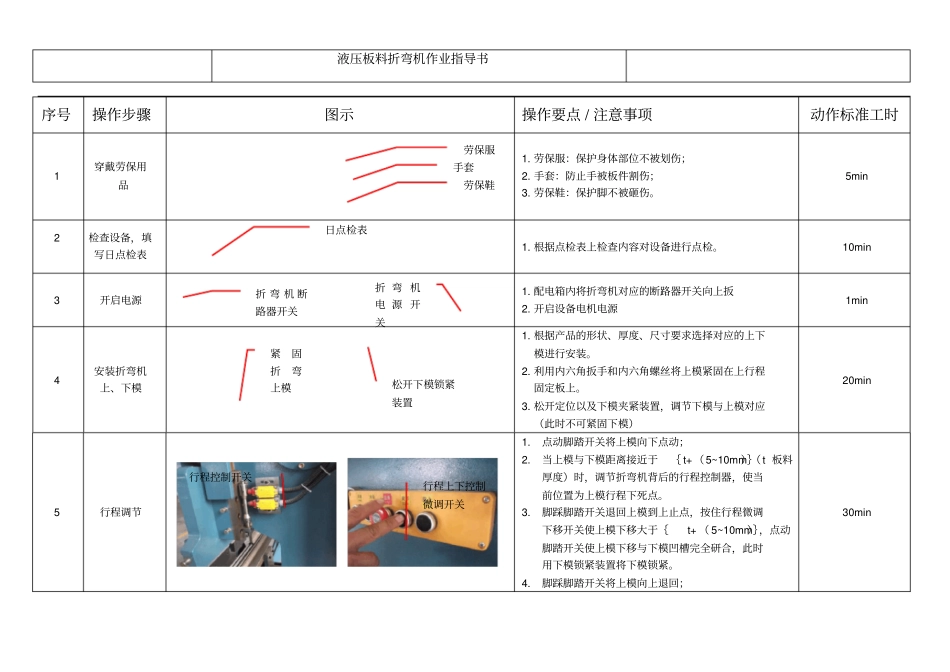
松开定位以及下模夹紧装置,调节下模与上模对应(此时不可紧固下模)20min5行程调节1
点动脚踏开关将上模向下点动;2
当上模与下模距离接近于{t+(5~10mm)}(t板料厚度)时,调节折弯机背后的行程控制器,使当前位置为上模行程下死点
脚踩脚踏开关退回上模到上止点,按住行程微调下移开关使上模下移大于{t+(5~10mm)},点动脚踏开关使上模下移与下模凹槽完全研合,此时用下模锁紧装置将下模锁紧
脚踩脚踏开关将上模向上退回;30min劳保服手套劳保鞋折弯机断路