×××有限公司文件号:MKS/ZDS/NDT-01版本:2014修改号:0页次:第1页共20页特种设备射线检测通用工艺规程第1页共95页1、范围本规程规定了承压设备金属熔化焊对接接头的X射线检测技术和质量分级要求
本规程适用于承压设备受压元件的制造检测中对接焊缝、管座角焊缝和管子-管板角焊缝的射线检测
用于制作焊接接头的金属材料包括碳素钢、低合金钢、不锈钢
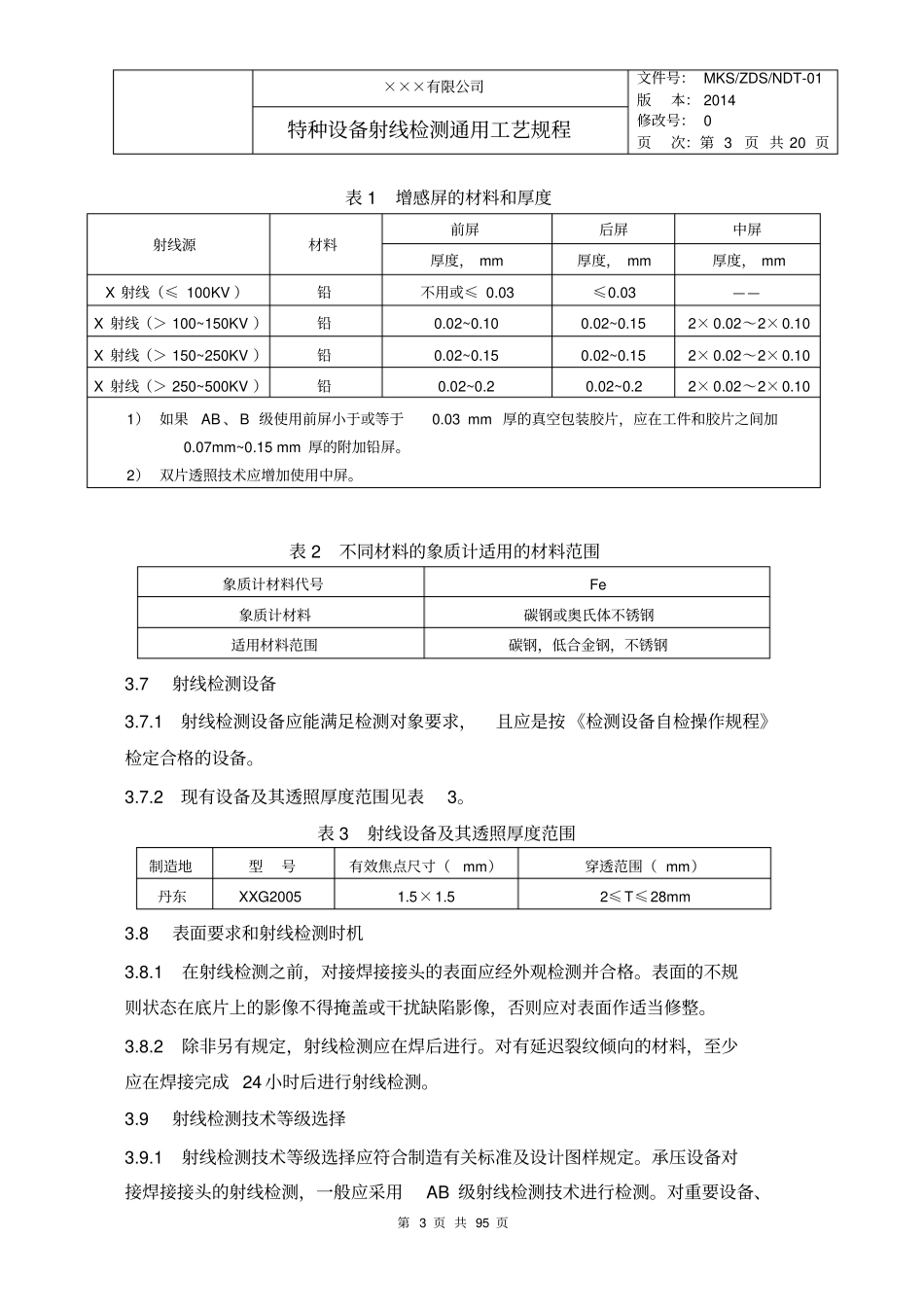
本规程规定的射线检测技术分为三级:A级——低灵敏度技术;AB级——中灵敏度技术;B级——高灵敏度技术
承压设备的有关支承件和结构件的对接焊接接头的射线检测,也可参照使用
2、规范性引用文件下列文件中的条款,通过在本规程中的引用而成为本规程的条款
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版不适用于本规程
凡是不注日期的引用文件,其最新版本适用于本规程
NB/T47013-2015承压设备无损检测GB11533-2011标准对数视力表GBZ117-2015工业X射线探伤放射卫生防护标准GB18871-2002电离辐射防护与辐射源安全基本标准GB11924-1989辐射安全培训规定GB/T12604
2-2005无损检测术语射线检测HB7684-2000射线照相用线型象质计JB/T7902-2006线型象质计JB/T7903-1999工业射线照相底片观片灯3、一般要求射线照相检验的一般要求除应符合NB/T47013
1-2015的有关规定外,还应符合下列规定
1射线检测人员×××有限公司文件号:MKS/ZDS/NDT-01版本:2014修改号:0页次:第2页共20页特种设备射线检测通用工艺规程第2页共95页3
1从事射线检测人员上岗前应进行按GB11924的规定进行辐射安全知识的培训,并取得放射工作人员证
2射线检测人员未经矫正或经矫正的近(距)视力和远(距)视力应不低于5