电子皮带秤标定方案与标定规程一、标定方案1标准器具:电子台秤(精度0
05%)、标准链码2物质准备:链码,固定链码的绳子两根,仪表工具一套,万用表一块
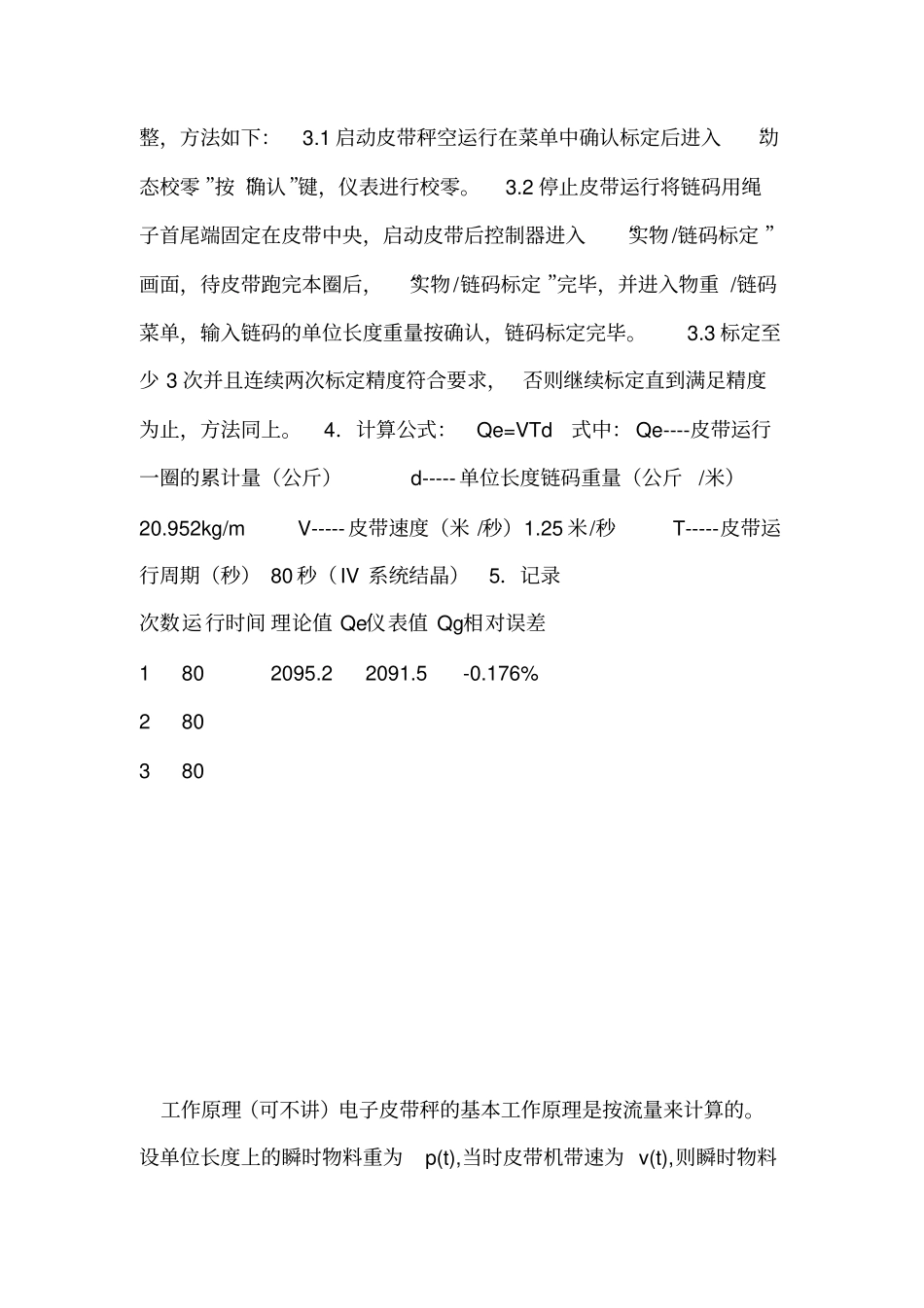
3标定办法:皮带在恒速运行一段时间后,标准链码产生的累计量(速度×链码单位长度重量×时间)与仪表显示累计量进行比较,根据偏差进行修正,进行3次以上
4用时:跑零位2次,皮带秤量程修正3次以上,需60分钟以上
5事业部提供:标定时派1人配合,调整皮带、开停皮带
6关键环节6
1称重传感器前后各三组托辊内皮带不能跑偏(物料必须在皮带中央输送),托辊必须灵活转动
2秤架上无积尘积料,有无异物卡在秤架内,皮带表面有无粘料
3链码放置:传感器前后链码长度应相等,固定链码的绳索应与皮带方向一致,不得有倾角
至少要压在传感器的前后二个托辊上(留一定的余量,其链码长度不少于2
4用链码标定前,要校零位
7重要参数7
1一周带长/时间皮带一周长度皮带秤(或走带一周所需时间)在动态校正时有重大意义
如您所知,一条几十米甚至几百米长的皮带,各点的质量,张力等肯定不能期望它是处处均匀相同的
这势必构成电子秤的测量误差
简单而可行消除这些误差的方法是求得一整圈走带误差的平均值
在真正测量时再设法消除它,因为我们有理由认为在一定时间内各整数圈走带引入的误差基本相同
根据具体情况把测得的值输入相应位置按“确认”键
2速度设置本控制器提供了两种带速设置方法,一种是用测速传感器测速;另一种是当皮带机工作在恒速状态下,带速由人工输入
人工测速的方法是先用标记笔在皮带上做好标记,用皮尺测量皮带的长度,用秒表人工测出皮带运转一周的时间
用皮带长度除以皮带运转一周的时间得出速度值输入控制器
3等效计量长度“等效计量长度”也叫“有效称量段”,即是秤架等效长度
在建秤时,可预设一个初值,单托辊秤架为100-120cm,双托辊秤架为200-240