1石墨换热器1
不透性石墨加工制造工艺不透性石墨设备及其元件的加工制造工艺,随设备结构的不同而异
不透性石墨的机械加工性能与铸铁相似,它比铸铁硬度小,一般采用金属切削工具就能进行加工
由于石墨本身的强度较差、性脆
一般采用两次浸渍和两次加工的方法,以提高其强度,保证加工精度
因此石墨材料及其任何制品和元件,在任何搬运过程中,要做到轻搬轻放,严禁乱仍乱摔,严禁用金属锤敲打,在必须敲打的场合,应采用带有橡皮的木槌敲打
1材料的选择制作不透性石墨设备国内目前主要以人造石墨为主,在制造过程中,由于高温焙烧而逸出挥发物,以致形成许多细致的孔隙,有时会产生裂纹,孔隙率过大势必在浸脂时浸脂数量过大,制造的产品传热会较差
国外采用压型石墨的也较多
2材料的拼接当零件的最大尺寸超过石墨毛坯的最大尺寸时,石墨件需要进行拼接,在石墨块拼接过程中,将粘结面进行仔细的精加工,甚至磨光,使粘结面充分接触,而粘结剂匀且薄,从而获得良好的粘结效果
3换热设备的制造1
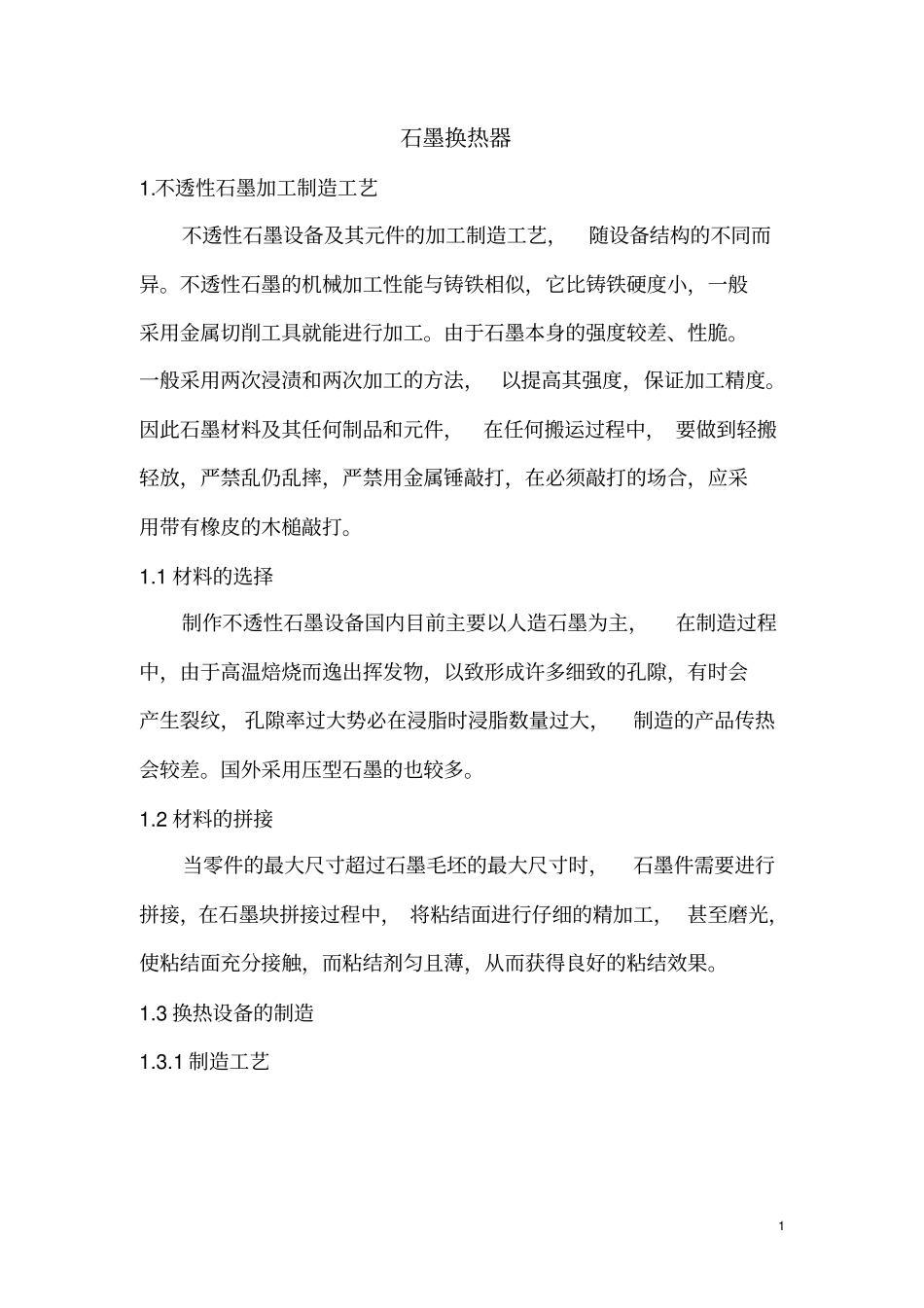
1制造工艺2列管式换热器制造工艺流程1
2组装组装方法目前有两种
一种是将管板、管束、折流板等在支架上用粘结剂粘成一体,然后待粘结剂固化后再装进钢壳体内,通常称之为壳外组装
另一种是直接在壳体内试装后用粘结剂在壳体内粘结
换热面积大于200m2,一般均采用壳内组装
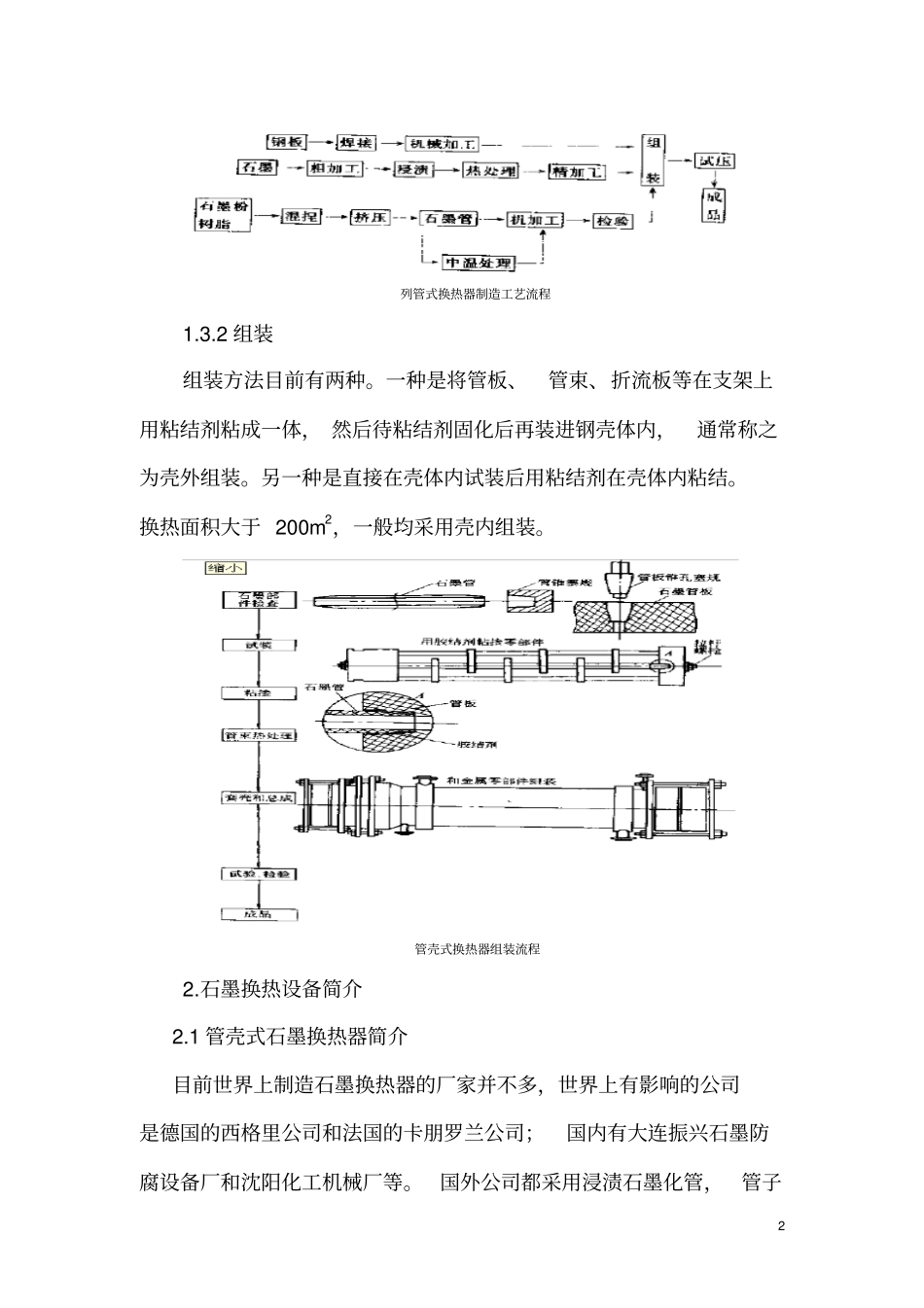
管壳式换热器组装流程2
石墨换热设备简介2
1管壳式石墨换热器简介目前世界上制造石墨换热器的厂家并不多,世界上有影响的公司是德国的西格里公司和法国的卡朋罗兰公司;国内有大连振兴石墨防腐设备厂和沈阳化工机械厂等
国外公司都采用浸渍石墨化管,管子3的规格大多为Φ50mmx7mm
经过第二次高温石墨化的石墨碳化管,管材内部有许多微小空隙,经过真空浸渍处理,空隙被树脂添满,抗渗透性能较好,抗拉强度比国内的压型石墨高
由于石墨化程度高,所以传热系数高,但抗弯强度(纵向)、