1/1210000立方内浮顶油罐施工方案目录1.工程概况2.施工用主要标准规范及技术文件3.施工准备4.施工方法的确定5.组装工艺及要求6.焊接及其检验7.组装质量要求及检验方法8.质量保证措施9.安全施工技术要求1工程概况1
1建设单位:1
2工程名称:1
3设计单位:1
4工程地点:1
5工程量:四台10000m3内浮顶油罐和二台6000m3内浮顶油罐现场制作安装
6主要技术参数:(一)10000m3内浮顶油罐储罐内径:φ28000mm公称容积:10000m3计算容量:10467m3储存介质:燃料油(汽油或柴油)罐壁高度:17000mm主体材质:Q235-A、16MnR设计压力:+1960Pa-490Pa设计温度:50℃设计风压:850Pa地震烈度:7焊缝系数:0
9腐蚀裕度:1
5mm试验压力:+2158Pa-490Pa铝制内浮盘:WES-φ28000罐体质量(不含保温)~206520kg(单台)(二)6000m3内浮顶油罐储罐内径:φ21000mm公称容积:6000m3计算容量:6234m3储存介质:燃料油(汽油或柴油)罐壁高度:18000mm主体材质:Q235-A、16MnR设计压力:+1962Pa-490Pa2/12设计温度:50℃设计风压:850Pa地震烈度:7焊缝系数:0
9腐蚀裕度:1
5mm试验压力:+2158Pa-490Pa铝制内浮盘:WES-φ21000罐体质量(不含保温)~134300kg(单台)2施工用主要标准规范及技术文件2
1施工图纸及相关技术文件2
2GB50128—2005《立式圆筒形钢制焊接油罐施工及验收规范》2
3JB4730—94《压力容器无损检测》2
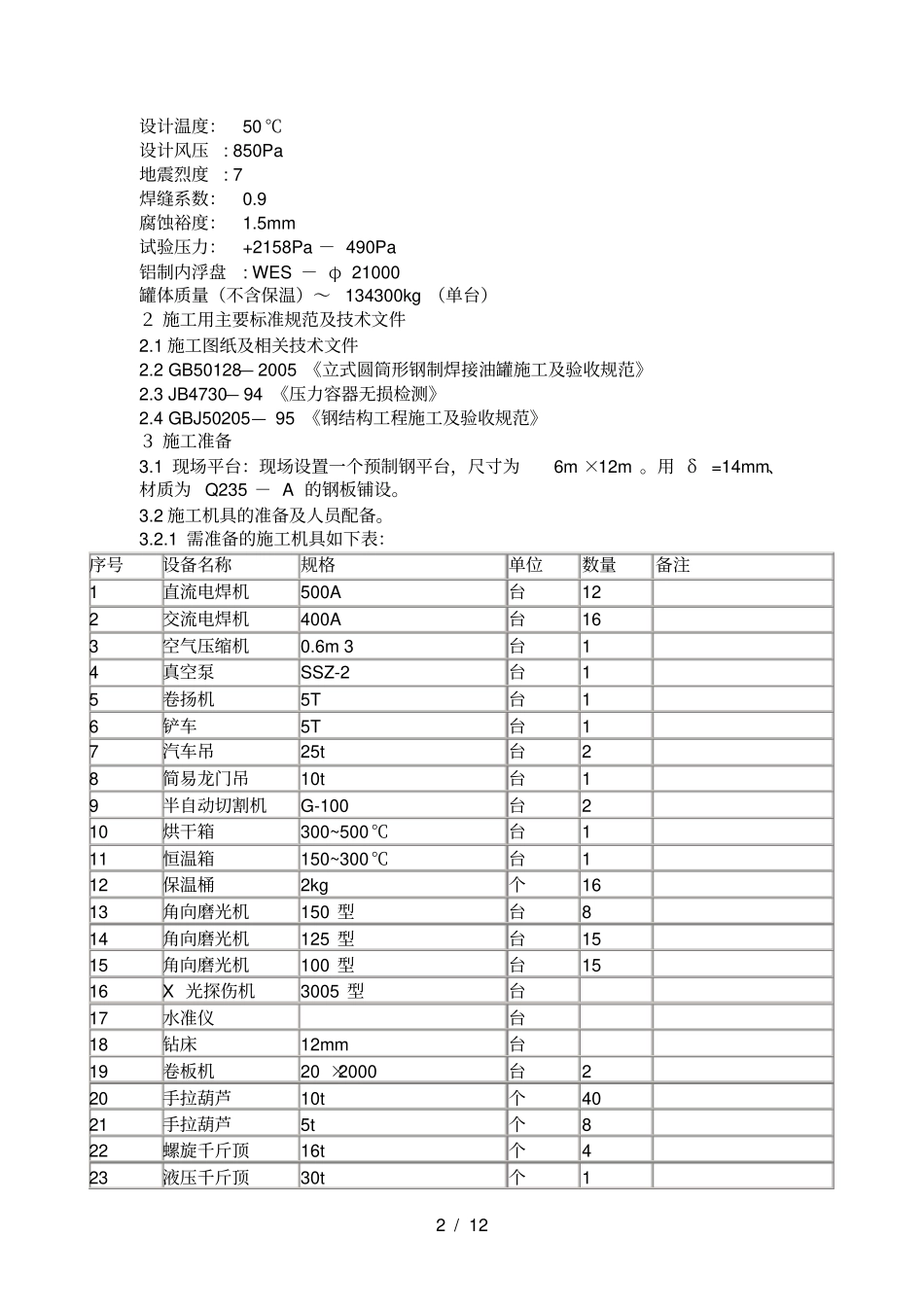
4GBJ50205—95《钢结构工程施工及验收规范》3施工准备3
1现场平台:现场设置一个预制钢平台,尺寸为6m×12m
用δ=14mm、材质为Q235-A的钢板铺设