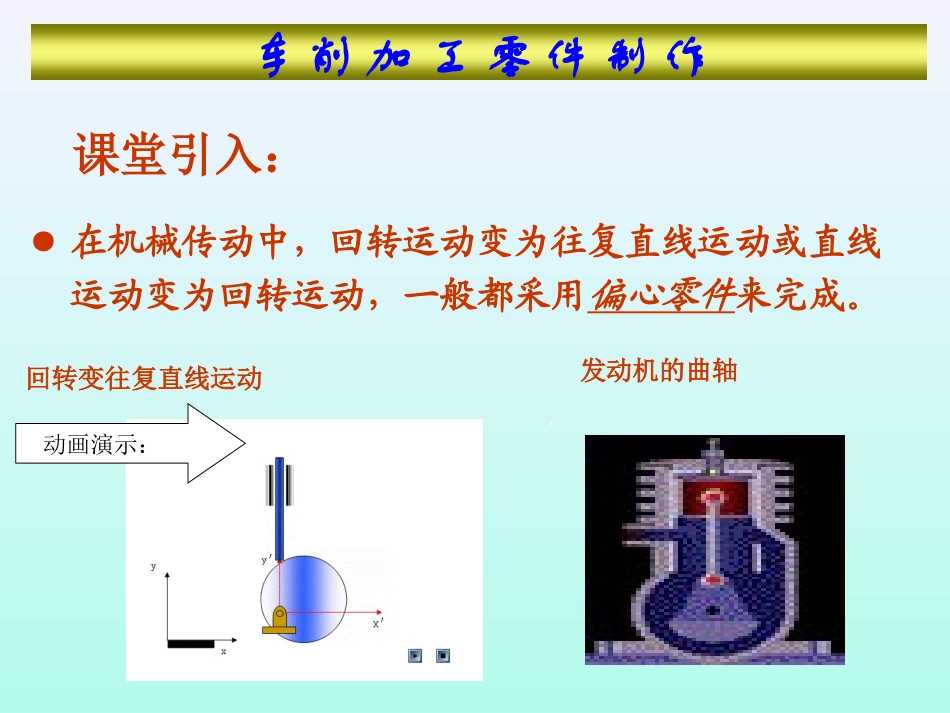
●在机械传动中,回转运动变为往复直线运动或直线运动变为回转运动,一般都采用偏心零件来完成
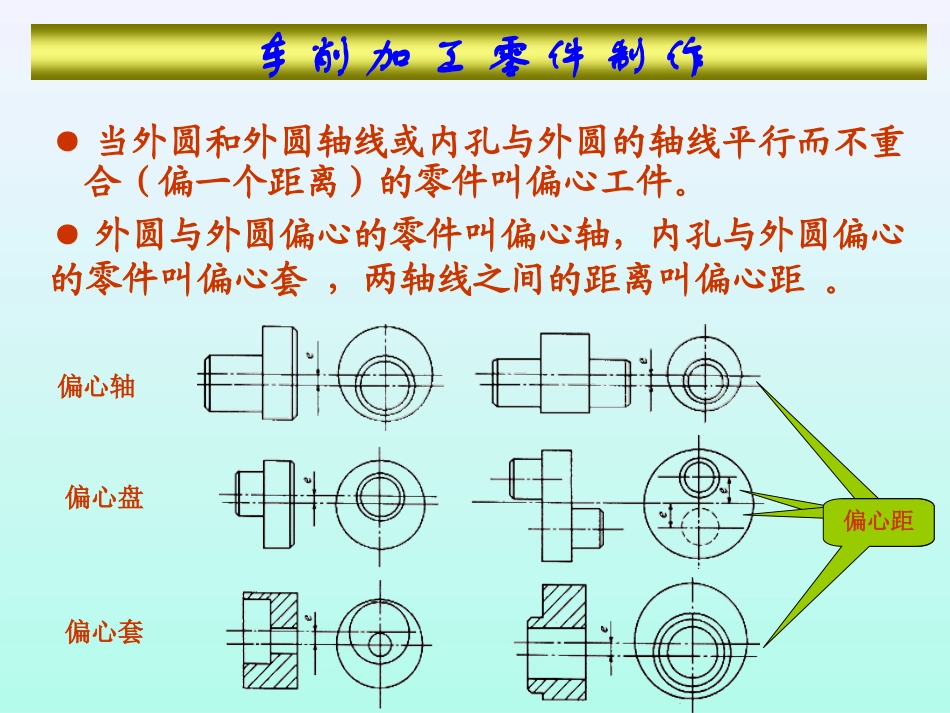
发动机的曲轴回转变往复直线运动车削加工零件制作课堂引入:动画演示:车削加工零件制作偏心轴的车削加工●当外圆和外圆轴线或内孔与外圆的轴线平行而不重合(偏一个距离)的零件叫偏心工件
●外圆与外圆偏心的零件叫偏心轴,内孔与外圆偏心的零件叫偏心套,两轴线之间的距离叫偏心距
偏心盘偏心套偏心轴偏心距车削加工零件制作车削加工零件制作★★理论知识要求:1
掌握垫片厚度的计算及偏心工件的装夹方法
掌握检测偏心零件的方法
★★车削技能要求:1
掌握偏心工件的装夹车削技能
尺寸精度符合图纸要求,形位公差、表面粗糙度符合要求
车端面——车外圆——倒角——调头车偏心外圆——车总长——倒角
★★加工方法☞车削加工零件制作一、垫片厚度的计算:测:可用以下近似公式计算垫片厚度eeeeKKeXX5
1式中:e——零件偏心距(mm)k——偏心距修正值,正、负值按实测结果确定(mm)Δe——试车后,实测偏心距误差(mm)e测——试车后,实测偏心距(mm)车削加工零件制作【例题1】车削偏心距e=2mm的零件,试用近似计算公式计算垫片的厚度X
解:先不考虑修正值,按近似公式计算垫片厚度:X=1
5x2mm=3mm先垫入3mm的厚的垫片进行试车,试车后检查其实际偏心距
若实测的偏心距为2
04mm,则偏心距误差值为:Δe=e-e测Δe=e-e测=2-2
04mmk=1
04)=-0
06mm垫片厚度的正确值为:X=1
5e+k=(3-0
94mm车削加工零件制作二、偏心工件安装车削方法应按工件的不同数量、形状和精度要求采用不同的装夹方法,将需要加工偏心部分的轴线找正到与车床主轴轴线相重合的位置进行加工,并注意轴线间的平行度和偏心距的精度