车工教学课件在车床上的车削加工是指用车刀进行切削加工
车削加工时,工件作回转运动,车刀作进给运动,刀尖点的运动轨迹在工件回转表面上,切除一定的材料,从而形成所要求的工件的形状
工件的回转为主运动,而刀具的进给运动可以是直线运动,也可以是曲线运动
不同的进给方式,车削形成不同的工件表面
在原理上,车削所形成的工件表面总是与工件的回转轴线是同轴的
车削能形成的工件型面有内表面和外表面的圆柱面、端面、圆锥面、球面、椭圆柱面、沟槽、螺旋面和其它特殊型面
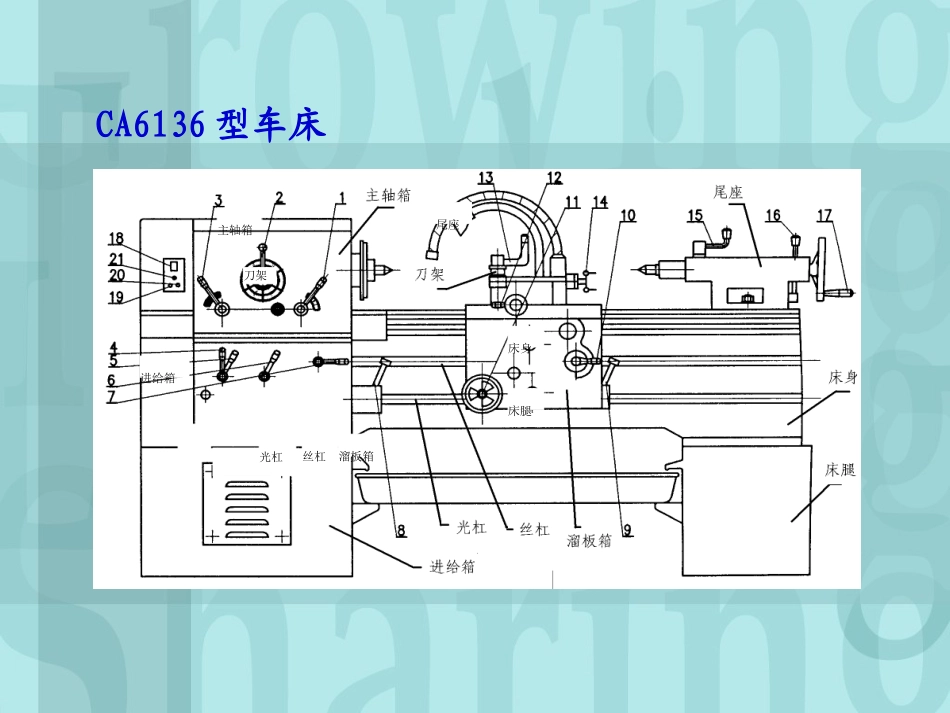
概述CA6136型车床进给箱主轴箱尾座床身床腿光杠丝杠溜板箱刀架车削的加工类型动画1车端面动画2车外圆动画3车孔动画4钻孔动画5扩孔动画6铰孔车床常用附件为了满足各种车削工艺的需要,车床上常配备各种附件
车床常用附件有三爪卡盘、四爪卡盘、花盘、顶尖、心轴、中心架和跟刀架等
三爪卡盘三爪卡盘是自定心夹紧装置,用锥齿轮传动,见动画
适宜于夹持圆形、正三角形或正六边形等工件
其重复定位精度高、夹持范围大、夹紧力大、调整方便,应用比较广泛
在装夹较长的工件按时,远离卡盘的一端中心可能和车床轴心不重合,需要用划线盘来校正工件的位置
动画三爪卡盘三爪卡盘适用于装夹大批量生产的中小型规则零件
三爪卡盘一般有正反两副卡爪或一副正反都可使用的卡爪,各爪都有编号,在装卡爪时应按顺序安装
用正爪装夹工件时,工件的直径不能太大,卡爪伸出卡盘圆周一般不超过卡爪长度的1/3,否则卡爪与平面螺纹啮合很少,受力时易使卡爪上的螺纹碎裂而产生事故
所以在装夹大直径工件时应尽量使用反爪
两顶尖安装工件顶尖的作用是定中心、承受工件的重量和切削力
顶尖分前顶尖和后顶尖两类
前顶尖:插在主轴锥孔内与主轴一起旋转的顶尖称作前顶尖,如动画1所示
前顶尖随工件一起转动,与中心孔无相对运动,不发生摩擦
有时为了准确和方便起见,也可以在三爪自定心卡盘上夹一段钢材,车成60°代替前顶尖,